Разработка технологии производства проволоки из сплава серебряного припоя ПСр45 методом прямого горячего прессования
Аннотация
Исследовано влияние температурно-временных параметров прямого горячего прессования и термической обработки проволоки припоя ПСр45 на механические свойства и микроструктуру сплава. Разработана технология контролируемого горячего прессования и термической обработки проволоки сплава ПСр 45.
Ключевые слова: сплавы системы Cu-Ag-Zn, припой серебряный, ПСр45, прямое горячее прессование, проволока, механические свойства, рекресталлизационный отжиг.
Abstract
The effect of temperature-time parameters of direct hot-pressing and heat treatment of ПСр45 solder wire on mechanical properties and microstructure of alloy has been investigated. It has been developed the process of controllable hot-pressing and heat treatment of ПСр45 alloy wire.
Keywords: alloys of the system Cu-Ag-Zn, silver solder, ПСр45, direct hot-pressing, mechanical properties, recrystallization annealing.
В отечественной промышленности широко применяется сплав системы Cu-Ag-Zn припой ПСр45 (ГОСТ 19738-74), его используют для пайки деталей при производстве компрессоров, силовых агрегатов, теплообменников, сосудов высокого давления и других изделий ответственного назначения, а также при изготовлении различного режущего инструмента [1; 2]. На ряде российских предприятий, в последние годы, следуя рекламе западных производителей, начали применять аналогичный сплав припоя зарубежного производства: Ag 245(EN ISO 17672:2010), который можно, без ущерба для качества продукции, заменить на отечественный ПСр45. Поэтому задача по обеспечению предприятий полуфабрикатами из сплава ПСр45 входит в область приоритетных задач по импортозамещению.
На предприятии ООО "СОЛДЕРРУС" была разработана и успешно внедрена энергосберегающая технология производства проволоки ПСр45 методом прямого горячего прессования из литых заготовок. Приводим результаты научно-исследовательской работы, проведенной ООО "СОЛДЕРРУС" по разработке данной технологии.
Металл для заготовок-образцов разливали в чугунные кокили. Предварительно изучали микроструктуру и свойства сплава в литом состоянии. прессование термический проволока сплав
Исследуя возможность создания наиболее благоприятной исходной структуры отлитой заготовки под горячее прессование, изучали влияния термической обработки заготовок на их механические свойства. На прессе Бринелля ТШ-2М (ГОСТ9012-59) измеряли твердость литых образцов подвергнутых термической обработки и без обработки. Твердость сплава в литом состоянии составила 140 НВ. Термическая обработка отливки - изотермическая выдержка при 640°С (3 ч), последующая закалка в воду позволила снизить твердость до 105 НВ. Отжиг литой заготовки ПСр45 при 570°С (3 ч) с охлаждением с печью до 300°С приводит к снижению твердости сплава до 90 НВ.
Отлитые цилиндрические образцы-заготовки после токарной обработки подвергли прямому горячему прессованию в коническую одноканальную матрицу с постоянной относительной разовой степенью деформации ?=98 %, утвержденной на основании имеющихся данных [3; 4] и ранее проведенных исследований. Изменяли предварительное состояние структуры сплава заготовок, температуру нагрева заготовки, время изотермической выдержки, скорость деформирования, скорость охлаждения проволоки. Механические свойства сплава определяли испытанием горячепрессованной проволоки на одноосное статическое растяжение в соответствии с ГОСТ10446-80. Микроструктуру в различных состояниях сплава изучали методом качественного металлографического анализа на металлографическом микроскопе "NEOPHOT 30".
В таблице 1 приведены результаты механических испытаний горячепрессованной проволоки ПСр45, полученной с использованием различных технологических режимов.
Таблица 1. Механические свойства образцов проволоки сплава ПСр45, полученных при различных режимах горячего прессования и термической обработки
|
№ п/п |
Технологические режимы обработки |
УВ, МПа |
У0,2, МПа |
д, % |
|
1 |
Горячее прессование Тн=610°С 3 ч, индукционный нагрев, охлаждение проволоки на воздухе |
549 |
427 |
19 |
|
2 |
Горячее прессование Тн=610°С 1 ч, Vд=3 мм/с, охлаждение проволоки на воздухе |
527 |
409 |
19 |
|
3 |
Горячее прессование Тн=610°С 2 ч, Vд=3 мм/с, охлаждение проволоки на воздухе |
530 |
410 |
19 |
|
4 |
Горячее прессование Тн=640°С, 2 ч, Vд=12 мм/с, охлаждение проволоки на воздухе |
459 |
351 |
18 |
|
5 |
Горячее прессование Тн=640°С, 2 ч, Vд=9 мм/с, охлаждение проволоки на воздухе |
454 |
346 |
20 |
|
6 |
Горячее прессование Тн=640°С, 2 ч, Vд=3 мм/с, охлаждение проволоки на воздухе |
454 |
348 |
20 |
|
7 |
Горячее прессование Тн=640°С, 2 ч, Vд=1 мм/с, охлаждение проволоки на воздухе |
670 |
589 |
12 |
|
8 |
Горячее прессование Тн=580°С, 2 ч, Vд=3 мм/с, охлаждение проволоки в воде |
665 |
552 |
8 |
|
9 |
Горячее прессование Тн=610°С, 2 ч, Vд=3 мм/с, охлаждение проволоки в воде |
552 |
416 |
13 |
|
10 |
Предварительная закалка с 640°С, в воду + горячее прессование Тн=610°, С2 ч, Vд=3 мм/с, охлаждение на воздухе |
420 |
333 |
26 |
Из приведенных результатов видно, что применение ускоренного охлаждения проволоки в воде, на выходе из формообразующего канала матрицы, не приводит к дополнительному разупрочнению горячепрессованной проволочной заготовки, по сравнению с заготовкой, охлажденной на воздухе. Напротив, пластичность прессованной проволоки снижается. Это связано с тем, что статические процессы разупрочнения в металле проволоки не успевают пройти при использовании ускоренного водяного охлаждения.
Прессование при скоростях менее 3 мм/с приводит к захолаживанию прессостатка, а следовательно повышению рабочих давлений при прессовании и увеличению прочности горячепрессованной проволоки. Это требует усложнения конструкции прессовой оснастки и удорожания прессового инструмента. Все перечисленное нивелирует преимущество получения высококачественной поверхности проволоки при работе на низких скоростях.
Установлено, что изотермическая выдержка при нагреве заготовок приводит к некоторому снижению прочности сплава и фактически не влияет на его пластичность. При этом наиболее существенным фактором является температура нагрева заготовок, а не время изотермической выдержки. Применение нагрева заготовок с длительной изотермической выдержкой при производстве горячепрессованной проволоки сплава ПСр45 не является целесообразным. При такой технологии увеличиваются энергозатраты, снижается производительность, рабочие давления при прессовании уменьшаются незначительно. Кроме того, при прессовании без удаления прессостатка, существенно возрастают требования к нагревательному оборудованию, что обусловлено необходимостью создания контролируемой атмосферы рабочей камеры печи.
Наиболее простой и экономически целесообразный способ получения проволоки припоя ПСр45 состоит в прямом горячем прессовании индукционно нагретых заготовок и последующем холодном волочении на необходимый диаметр. Благодаря динамической рекристаллизации, происходящей в микроструктуре сплава при прямом горячем прессовании в рабочем интервале температур, структура горячепрессованной проволоки получается благоприятной для дальнейшего холодного волочения. При реализации такой технологии целесообразно применять предварительную (перед горячим прессованием) термическую обработку, закалку на пересыщенный твердый раствор с высокотемпературной изотермической выдержкой (режим 8, таблица 1). После данной обработки снижается прочность и увеличивается относительное удлинение сплава горячепрессованной проволоки. Данный эффект можно объяснить структурными изменениями, произошедшими при предварительной термической обработке сплава (гомогенизацией, растворением избыточных фаз и др.), что в свою очередь благоприятно сказывается на структурных процессах, происходящих при горячей деформации сплава. При этом существенно, в среднем, на 17 %, снижаются рабочие давления прессования, значительно улучшается качество поверхности проволоки, снижается разнотолщинность по длине проволочной заготовки.
Сплав ПСр45 хорошо деформируется в холодном состоянии. Но при волочении на малые диаметры требуются промежуточные пластифицирующие термические обработки. С целью оптимизации процесса волочения были проведены исследования влияния термообработки на структуру и механические свойства сплава ПСр45. В таблице 2 приведены результаты механических испытаний свойств проволоки сплава ПСр45, термически обработанного по различным режимам.
Видно, что прочность сплава проволоки уменьшается, а пластичность возрастает с увеличением температуры отжига приблизительно до 600°С. Дальнейшее увеличение температуры нагрева практически не влияет на механические свойства проволоки. Увеличение времени изотермической выдержки при рекристализационном отжиге проволоки сплава ПСр45 при температурах, близких к 600°С, также существенно не влияют на значения прочностных и пластических свойств сплава.
Закалка на пересыщенный твердый раствор в воде с температур, близких к 600°, предпочтительней отжига с охлаждением на воздухе. Так при закалке существенно увеличивается относительное удлинение и снижается условный предел текучести.
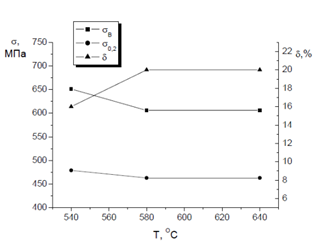
Рисунок 1. Влияние температуры отжига на механические свойства сплава ПСр45 (ф = 30 мин)
Таблица 2. Механические свойства термически обработанной проволоки сплава ПСр45
|
№п/п |
Режимы термической обработки |
УВ, МПа |
У0,2,МПа |
Д, % |
|
1 |
Исходное деформированное состояние, холодное волочение, ?=44 % |
795 |
756 |
0,5 |
|
2 |
Отжиг Тн=580°С, 3 мин |
608 |
478 |
20 |
|
3 |
Отжиг Тн=580°С, 5 мин |
603 |
466 |
22 |
|
4 |
Отжиг Тн=580°С, 15 мин |
595 |
456 |
21 |
|
5 |
Отжиг Тн=580°С, 35 мин |
606 |
463 |
20 |
|
6 |
Отжиг Тн=580°С, 15 мин, вода |
591 |
384 |
29 |
Результаты замеров твердости сплава показали, что в течение контрольного отрезка времени - одной недели, твердость сплава осталась неизменной, то есть, естественного старения не происходит.
На основании проведенных исследований были отработаны и внедрены в производственный процесс, на предприятии ООО "СОЛДЕРРУС", технологии контролируемого прямого горячего прессования и термических обработок проволоки сплава припоя ПСр45.
Список литературы
- 1. Малышев В. М., Румянцев Д. В. Серебро. - 4: Металлургия 1976. 312 с. 2. Мастеров В. А., Саксонов Ю. В., Серебро. Сплавы и биметаллы на его основе: Москва, Металлургия 1979. 296 с. 3. Джонсон В., Кудо Х., Механика процесса выдавливания металла: Москва, Металлургия 1965. 174 с. 4. Шевакин Ю. Ф., Грабарник Л. М., Нагайцев А. А., Прессование тяжелых цветных металлов и сплавов: Москва, Металлургия 1987. 245 с.
Похожие статьи
-
Для обработки металлов давлением применяют инструменты - штампы, пуансоны, ролики, валики и т. д., деформирующие металл. Стали, принимаемые для...
-
Цель окончательной термической обработки - получение в готовом инструменте оптимального сочетания основных свойств: твердости, прочности,...
-
Штамп является инструментом для обработки давлением, поверхность или контур одной или обеих частей которого соответствуют обработанной детали или...
-
Алюминиевый сплав марки Д16 больше известен как дюраль или дюралюминий. Такое название носят все сплавы, в которых к алюминию добавлены медь и магний....
-
Для анализа структурообразования в литейных сплавах Al - Cu используется участок диаграммы состояния от Al до первого химического соединения (CuAl2)...
-
Введение - Исследование горячеломкости литейных сплавов на основе систем Al-Si, Al-Cu, Al-Si-Cu
Развитие современной науки и техники показало, что важной составляющей технологического производства являются качественные показатели получаемой...
-
Основан на использовании диффузионных (нормальных) фазовых превращений при охлаждении металлов и сплавов. Основные параметры отжига II рода : температура...
-
Навивка спиралей осуществляется на специальных спирализационных машинах. Рассмотрим навивку спиралей на машинах с непрерывным керном (рис. 2.5). Вокруг...
-
Охлаждение и хранение мяса, субпродуктов и птицы в охлажденном состоянии является наиболее совершенным методом их консервирования. Охлаждение значительно...
-
Сплав Д1 - относится к числу дюралюминов. Такой вид сплавов обладает достаточно высокой прочностью, пластичностью и относится к числу нормальных...
-
Состав материалов должен обеспечивать получение в отливке заданных физико-механических и физико-химических свойств; свойства и структура должны быть...
-
Создание высокопроизводительных и стойких в эксплуатации Инструментов связано, в первую очередь, с проблемой получения и обработки таких материалов,...
-
Разработал технологию термической обработки штампов горячего деформирования из теплостойкой стали 4Х5МФС. Выбрал конструктивно-технологические параметры...
-
Контроль качества готовой продукции включает в себя: - выявление наружных трещин, сколов и других -дефектов; -определение соответствия размеров изделия и...
-
Технологическая схема зависит от вида и характера, вида и качества исходных материалов, от уровня развития техники (рис.1.). Рисунок 1- Технологическая...
-
Прямое прессование - Технологические процессы производства изделий из поливинилхлорида
Метод прямого прессования широко используется для производства изделии из термореактивных материалов. На рис.2 представлена типич-ная пресс-форма,...
-
Общая характеристика и классификация магниевых сплавов - Сплавы цветных металлов
Достоинством магниевых сплавов является высокая удельная прочность. Основными легирующими элементами магниевых сплавов являются Al, Zn, Mn. Для...
-
Механизация и автоматизация технологических процессов Технология переработки полимеров - это область науки и техники, изучающая процессы, предназначенные...
-
Полиморфные превращения одного или обоих компонентов сплава изменяют его структуру и свойства. Рис. 43. Диаграмма состояния сплавов, компоненты которых...
-
Диаграмма состояния сплавов, образующих ограниченные твердые растворы и эвтектику (рис. 39 и 40). Между линиями ликвидус и солидус в равновесии находятся...
-
Диаграмма состояния для случая полной взаимной растворимости компонентов А и В в жидком и твердом состояниях и изменение энергии Гиббса в зависимости от...
-
Выбор материала и технология производства заготовок деталей и инструментов
ВЫБОР МАТЕРИАЛА И ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ЗАГОТОВОК ДЕТАЛЕЙ И ИНСТРУМЕНТОВ Цель работы - провести анализ условий работы заданного изделия, выбор...
-
Блюда фаршированная курица подается как горячее и холодное блюдо. Но это блюда подано в горячем виде. Кожа курицы наполнена фаршем куриным и бараньим...
-
Вопросы по теме Выбор способа получения заготовки и последовательность построения технологического процесса. Исходные данные, необходимые при...
-
Технология хранения моркови - Технология производства, хранения и переработки моркови
Контроль в период хранения предусматривает: - ежедневный внешний осмотр хранящейся продукции; - контроль за техническим и санитарным состоянием камеры и...
-
Технология производства сливочного масла - Технология производства сливочного масла
Технологическая схема производства сливочного масла представлена на рисунке 1. Приемка и сортировка молока Очистка молока Получение сливок...
-
Получение охмеленного сусла - Технология производства светлого пива
Процесс получения охмеленного сусла включает следующие операции: кипячение сусла с хмелем, отделение хмелевой дробины, осветление и охлаждение сусла....
-
Подготовка сырья для большинства колбасных изделий состоит из следующих операций: разделка полутуш, обвалка отрубов, жиловка и сортировка мяса,...
-
Введение - Химико-термическая обработка металлов
Термической обработкой называют процессы, связанные с нагревом и охлаждением, вызывающие изменения внутреннего строения сплава, и в связи с этим...
-
На основе диаграммы состояний "железо - цементит" и построенного графика термической обработки опишите превращения в структуре стали при нагреве,...
-
Сплавы на основе магния, Свойства магния - Сплавы цветных металлов
Свойства магния Магний - металл серебристо-белого цвета. Магний и его сплавы отличаются низкой плотностью, хорошей обрабатываемостью резанием и...
-
Таблица 4 - Режимы термообработки Операция T, °С Охлаждающая среда HRC Цементация 930 Охлаждение медленное в колодцах или ящиках Закалка 820 - 840...
-
Механические и литейные свойства сплавов
1. Что такое ликвация? Виды ликвации, причины их возникновения и способы устранения Ликвация представляет собой свойство сплавов распадаться при переходе...
-
Отжиг I рода - Характеристика и структурные методы исследования металлов
1. Отжиг 1 рода предназначен для выравнивания физической или химической неоднородности. Целью этого отжига не является фазовая перекристаллизация,...
-
Наименование детали - фланец. Назначение детали - деталь служит для образования разъемных соединений труб. Обозначение материала детали - сталь 45 ГОСТ...
-
Старение металлов - Технология конструкционных материалов
Изменение механических, физических и химических свойств металлов и сплавов, обусловленное термодинамической неравновесностью исходного состояния и...
-
Сплавы на основе системы алюминий - кремний Сплавы Al - Si являются наиболее распространенными литейными алюминиевыми сплавами. Это связано с хорошим...
-
Первичная обработка молока заключается в его очистке от механических примесей и охлаждении до 4-6 ОС. Очистка молока от механических примесей молоко...
-
Волочение металла - Технология обработки металлов давлением
Волочение металла -- это протягивание изделия круглого или фасонного профиля через отверстие волочильного очка (волоку), площадь выходного сечения...
-
Введение - Технология обработки металлов давлением
Развитие народного хозяйства страны в значительной мере определяется ростом объема производства металлов, расширением сортамента изделий из металлов и...
Разработка технологии производства проволоки из сплава серебряного припоя ПСр45 методом прямого горячего прессования