Конфигурации преформ, Описание готового изделия - Проект завода по производству преформ - заготовок для ПЭТ бутылок, изготавливаемых из полимера (полиэтилентерефталата)
По своей конфигурации преформы делятся на 3 группы (рис. 1):
- - универсальные; - толстостенные; - укороченные.
Универсальная преформа наиболее распространена. Она характеризуется ровной поверхностью цилиндрического тела без значительных расширений. При массе 42г ее длина составляет 148мм, толщина стенки - 3мм. Качество формуемой бутылки в огромной степени зависит от результата разогрева преформы. А прогреть ее бывает тем легче, чем меньше толщина ее стенки. С этой точки зрения, толщина 2,6мм лучше, чем 3,0мм. Однако уменьшение толщины стенки преформы менее чем до 3,0мм связано с большими технологическими трудностями ее изготовления (необходимо существенное увеличение температуры в камере дозирования и на соплах, а также увеличение числа оборотов экструдера на 10-15%). Именно поэтому тонкостенные преформы выпускаются редко, а если и поступают в продажу, то их стоимость гораздо выше универсальных.
Толстостенная преформа (с толщиной стенки до 4,5мм) в изготовлении технологически проще. Однако для качественного формования бутылок такие преформы требуют более длительного нахождения в зонах разогрева, то есть их использование приводит к снижению производительности. А для многих типов машин, прежде всего с печами погружного типа, эти преформы вовсе непригодны, так как длительное нахождение в зонах разогрева (более 15 минут) приводит к тому, что материал наружной поверхности преформы перегревается и теряет прозрачность, а ее внутренняя поверхность остается холодной и недостаточно пластична для беспроблемного выдува бутылок.
С укороченными преформами дело обстоит еще хуже. Они просты в изготовлении и удобны при транспортировке (при прочих равных условиях в упаковочный ящик помещается их на 30-40% больше укороченных преформ, чем универсальных), но пригодны лишь для раздува на мощном оборудовании с давлением воздуха 30-40бар. Получить качественную бутылку из таких преформ можно лишь на высококачественных полуавтоматах выдува, либо ценой значительного снижения производительности, но и в этом случае брак неизбежен.
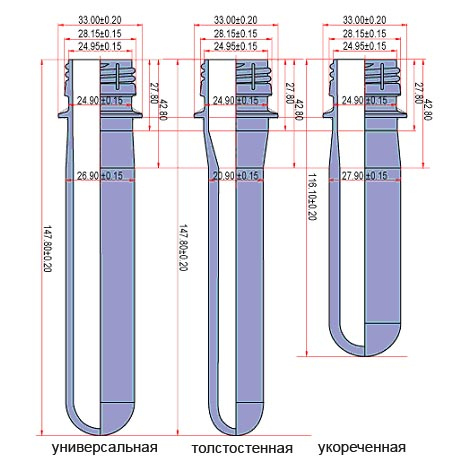
Рисунок 1 - 3 группы конфигурации преформ
В зависимости от конфигурации горла различают преформы/бутылки со стандартом:
- - BPF/PCO (для газированных напитков и минеральной воды, пива); - Oil (для растительного масла - рис.2); - Bericap (для напитков, воды); - "38" (для соков, молочной продукции).

Рисунок 2 - Преформа для растительного масла
Описание готового изделия
Вопрос выбора той или иной преформы для выдува бутылок решают индивидуально, применительно к конкретным условиям производства и сбыта готовой продукции, с учетом технических особенностей используемого оборудования. В нашем случае - это преформа для масла. Вес преформы составляет 28,0 ± 0,3 грамма, длинна преформы 120 мм, диаметры горловины в заходной части 23,4 ± 0,10 мм (внутренний), 26,0 ± 0,15 мм (наружный). Преформа должна быть прозрачной. Внешние и внутренние поверхности должны быть чистыми, без загрязнений.
Похожие статьи
-
Функциональная группа выталкивания относится к фазе процесса разгрузки преформ. Группа выталкивания выполняет функцию сбора и разгрузки. Разгрузка в...
-
ПЭТ преформа - это заготовка для изготовления ПЭТ бутылок или банок из полимера (полиэтилентерефталата) методом выдувного формования (оборудование для...
-
Весь оперативный цикл, при помощи которого производятся изделия, можно изложить в фазах процесса, описание которых приводится далее. Фаза 1 -...
-
Функциональная группа пресс-формы инжекции касается фазы процесса инжекции преформ. Группа пресс-формы инжекции открывает и закрывает пресс-форму...
-
Преформы упаковываются в мешок из полиэтиленовой пленки по ГОСТ 10354, вставленный в ящик по ГОСТ 9142, изготовленный из картона гофрированного по ГОСТ...
-
Обоснование проекта В городе Караганда утвержден проект завода по производству преформ - заготовок для ПЭТ бутылок, изготавливаемых из полимера...
-
Механизация и автоматизация технологических процессов Технология переработки полимеров - это область науки и техники, изучающая процессы, предназначенные...
-
Выбор и расчет оборудования характерен для проектирования специализированных производств, а также реконструируемых предприятий с устоявшейся...
-
Электронная установка выполняет функцию управления, контроля и мониторирования машины. Для выполнения этих функций электронная установка оснащена...
-
Основным требованием, предъявляемым ко всем видам оборудования - обеспечение получения продукции отличного качества при высокой производительности. Одним...
-
Приемка преформ производится партиями. Партией считается количество преформ, изготовленных в одну рабочую смену из материала одной марки, одного цвета,...
-
Полиэтилентерефталат обладает высокой механической прочностью и ударостойкостью, устойчивостью к истиранию и многократным деформациям при растяжении и...
-
Конфигурация машины и соответствующие устройства безопасности соответствуют требованиям директива по оборудованию, изданного Советом Европейского...
-
По данным лабораторных анализов установлено, что удельный выброс веществ, выделяющихся при переработке полиэтилентерефталата, составляет: - уксусная...
-
Анализ состояния окружающей среды АО "Европласт" Можно сказать, что мы живем в мире отходов. Отходы собираются как на специализированных, так и на...
-
Здание цеха по производству преформ относится ко II степени огнестойкости. В качестве противопожарных мероприятий в соответствии с требованиями СНиП...
-
Архитектурно-планировочное решение Генеральный план решен с учетом внешних транспортных связей, санитарных и противопожарных норм строительного...
-
Производственная мощность - максимально возможный выпуск продукции - участка цеха составляет 3000 т/год. Она может быть достигнута при условии...
-
Сырье поступает на предприятие автотранспортом, разгружается в цехе кран-балкой и складируется на отведенных для складирования местах в отделении...
-
Функциональная группа трансфера/охладителя относится к фазе процесса передвижения преформ и их охлаждения. Группа трансфера перемещает преформы, в фазе...
-
Полиэтилентерефталат является продуктом поликонденсации терефталевой кислоты (OH)-(CO)-C6H4-(CO)-(OH) и моноэтиленгликоля (OH)-C2H4-(OH). В процессе...
-
Проект отопления и вентиляции цеха разработан на основании: - технологического задания; -СНиП РК 4.02.05-2001 "Отопление, вентиляция и кондиционирование...
-
Группа экструдера Функциональная группа экструдера касается фазы процесса пластификации. Во время пластификации гранулированный ПЭТ, предварительно...
-
Производственная система SIPA PPS 48 для производства ПЭТ преформ состоит из следующих комплектующих: Машина SIPA с пресс формой производства фирмы SIPA...
-
Общая площадь участка цеха состоит из производственной, вспомогательной и служебно-бытовой площадей. Производственная площадь занята производственным и...
-
Выбор производственного участка Технико-экономическое обоснование строительства цеха по производству укупорочных колпачков разработано на основании...
-
Полиэтилентерефталат получают поликонденсацией кристаллической терефталевой кислоты или ее диметилового эфира с жидким этиленгликолем по периодической...
-
Выпуск изделий должен производиться в производственных помещениях, оборудованных местной и общеобменной вентиляцией, с соблюдением температурного режима...
-
Пожарная профилактика основывается на исключении условий, необходимых для горения, и использовании принципов обеспечения безопасности. Предотвращение...
-
Таблица 4.2 Расчет необходимого количества ручных огнетушителей Категория Помещений По пожарной опасности Предел Защища-емой Площади, м2 Класс пожара...
-
Государственное управление, контроль и надзор в области безопасности и охраны труда осуществляются Правительством Республики Казахстан, уполномоченным...
-
При производстве образуются следующие виды отходов: - оплав обычно появляется при запуске машины или аварийной остановке. Оплавы относятся к...
-
Контроль размеров и геометрических параметров преформ должен производиться методами неразрушающего контроля с использованием штангенциркуля, микрометра,...
-
Таблица 10 - Графики работы с прерывным технологическим процессом при пятидневной и 41- часовой неделе Оборудование Число смен Номинальный годовой фонд...
-
Работа в цехах или на участках по переработке пластмасс проектируется в две или три смены при 41 часовой рабочей неделе. Трехсменный режим целесообразен...
-
Разводка сжатого воздуха предусматривается системой воздухопроводов, прокладываемых по стенам и строительным конструкциям с уклоном 0.003 в направлении...
-
Для производства преформ на производственной линии SIPA PPS48 используется сырье в гранулах - полиэтилентерефталат. Полиэтилентерефталат - синтетический...
-
Машина серии PPS полностью защищена специальной звукопоглощающей защитной кабиной. Ее функция - изолировать машину от наружной среды, сдерживать уровень...
-
Проверки разделяются на две типологии: - эмпирический контроль; - приборный контроль. Эмпирический контроль заключается в визуальной проверке преформы....
-
По степени надежности электроснабжения электроприемники цеха относятся к третьей категории. Задвижка на вводе водопровода, электрооборудование...
Конфигурации преформ, Описание готового изделия - Проект завода по производству преформ - заготовок для ПЭТ бутылок, изготавливаемых из полимера (полиэтилентерефталата)