Заклейка, окантовка и сушка корешка - История развития процессов обработки книжных блоков
История развития.
Древнем Риме во II в. до нашей эры, когда получает широкое развитие обработка кож, появляется новый материал для письма -- пергамент. Листы пергамента складывали пополам и получали тетрадь, имеющую четыре страницы, а затем тетради подбирали в последовательном порядке в книжный блок. Для более прочного скрепления листов пергамента и придания корешку устойчивой формы корешок книжного блока заклеивали, а затем высушивали и круглили. Все эти операции производили в деревянных тисках. В 15-19 веках в Западной Европе и в России заклейка и последующая сушка корешка производились жидким костным клеем в тисках при несильном сжатии, обеспечивающем определенную глубину проникания клея и ширину склейки смежных тетрадей блока. Материалом для каптала служили: пергамент, кожа, парчой или ткань.
Технология в настоящее время.
Потетрадное шитье нитками (и проволокой, которое еще находит применение для ограниченного круга, изданий) требует обязательной заклейки и последующей сушки корешка, так как на этой операции применяются клеи на водной основе. В процессе заклейки корешка клей наносится на всю его поверхность, заполняет углубления между фальцами, частично проникает между наружными листами тетрадей, после высыхания образует прочную и эластичную пленку, которая скрепляет наружные листы тетрадей друг с другом, наружные стежки (и марлю при шитье на марле) с корешком блока. Основное назначение этой операции - придать корешку и блоку монолитность и прочность при сохранении пластичности и гибкости корешка, чтобы предотвратить смещение тетрадей при последующей обработке корешка, устранить просвет между тетрадями, который образуется при раскрывании, создать своеобразный арочный свод и упоры для фальцев в раскрытой книге, повысить сохранность формы корешка, прочность и долговечность готовой книги.
В процессе изготовления изданий в переплетных крышках при полной обработке корешка блока, скрепленного потетрадно нитками, клеевой слой наносится на корешок блока трижды - при заклейке корешка, приклейке корешкового материала и приклейке капталобумажной полоски, однако наибольшую прочность обеспечивает первое клеевое соединение; приклейка корешкового материала значительно ее повышает, а приклейка капталобумажной полоски на прочность клеевого скрепления тетрадей не влияет.
Основное назначение операции заклейки корешка - закрепить на корешке нитяной шов (при потетрадном шитье нитками) от распускания и сформировать клеевую пленку, способную удержать от смещения тетради при последующей обрезке с 3-х сторон, а также обеспечить необходимую прочность при круглении и отгибке фальцев.
Требования к клею:
- - хорошая адгезия к бумаге; - вязкость клея должна обеспечивать затекание его между тетрадями для их скрепления между собой; - образуемая клеевая пленка должна быть эластичной, не разрушаться при круглении и отгибке фальцев.
Этим требованиям отвечает ПВАД с содержанием пластификатора 15 % по с. о., для операции заклейки корешка блоков, сшитых потетрадно нитками, ПВАД разбавляют водой до концентрации с. о. 33 %. Для операции окантовки корешка используют ПВАД (с. о. не менее 50 % и содержание пластификатора 15 % пос. о.). Для окантовки блоков, сшитых потетрадно нитками, может использоваться термоклей. Костный клей для заклейки корешка блоков, сшитых нитками, следует исключить, ввиду его жесткости и хрупкости[5, с.24].
Заклейку корешка необходимо производить, когда корешок находится в зажатом состоянии и выступает из зажимов на 4-6 мм. Это вызвано набуханием корешковой зоны бумаги и последующим утолщением корешка, плотно обжатый корешок препятствует этому процессу. В машине для заклейки корешка МЗС и агрегатах SB-3100 блок в момент заклейки и последующей сушки находится в зажатом состоянии, что повышает качество заклейки. При ручном способе заклейки необходимо обеспечить обжим корешковой части блока в стапеле. Схемы устройств для заклейки корешка блоков представлены на рисунке1: а) МЗС; б) SB-3100.
В процессе окантовки корешка при клеевом бесшвейном скреплении клей сначала наносится на корешок с помощью двух клеевых валиков и распределяющего валика (Рисунок 2).
|
А) | 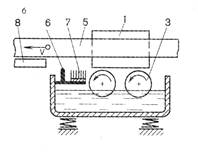
Б) |
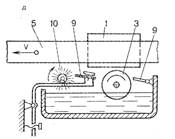
Рисисунок 1 - Схемы устройства для заклейки корешка:
1 - блок; 2 - клеевая ванна; 3 - клеенаносящий валик; 5 - зажимные пластины или ленты; 6,9 - ракель; 7 - щетка; 8 - опорная пластина
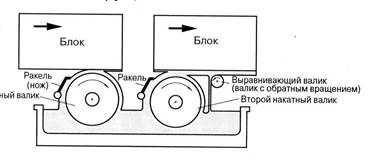
Рисунок 2 - Система нанесения клея на корешок при КБС.
Оценка качества заклейки:
- - равномерность клеевого слоя на корешке; - отсутствие затеков клея в проколы от игл стежков; - глубина затекания клея между 16-страничными тетрадями 1 мм, 32-страничными - 2 мм; - полнота высыхания клея "на отлип"; - прочность склейки тетрадей 0,5-0,8 кН/м; - коэффициент спрессованности блока из 16-страничных тетрадей 0,7-0,83, из 32 страничных 0,8-0,9.
Окантовочные секции могут быть построены по принципу продольной или поперечной окантовки, первый используется при линейном построении машины, второй - при конвейерном.
С точки зрения качества продольная окантовка предпочтительней, т. к. направление волокон бумаги для окантовки долевое совпадает с корешком и при увлажнении бумага более растягивается в поперечном направлении и плотно прикатывается к корешку без складок и заломов. Кроме того, если в дальнейшей обработке корешка предполагается кругление, то такое направление раскроя позволит создать устойчивую форму.
При поперечной окантовке бумага подается с широкого рулона, поэтому направление ее отлива по отношению к корешку поперечное. В процессе приклейки из-за набухания и растяжения бумаги могут возникнуть складки, заломы, волнистость. Размер окантовочного материала по высоте равен высоте необрезанного блока, по ширине: Шо. м.=Тбл+2-15, где Тбл - толщина блока. В качестве материала используется бумага, микрокрепированная бумага.
Факторы, влияющие на качество блоков в процессе заклейки, сушки и обжима корешка
- 1) Способы и режимы заклейки корешка. По данным МГУП, вариант с заклейкой и сушкой корешка в зажатом состоянии, осуществляемый на современных заклеечно-сушильных автоматах, технологически наиболее совершенен, так как обеспечивает максимальную прочность склейки тетрадей при высоких значениях коэффициентов спрессованности и стойкости блоков к сдвигу. 2) Расход клея. Если блокозаклеечное устройство обеспечивает нанесение тонкого слоя клея высокой концентрации и любой вязкости с прониканием клея между утолщениями корешковых фальцев смежных тетрадей, то прочность склейки тетрадей возрастает с увеличением расхода клея до 0,6 для всех видов бумаги. Трехкратное увеличение расхода клея обеспечивает примерно 1,5-кратное повышение прочности склейки тетрадей из неклеевых видов бумаги и 1,6-2,5-кратное у тетрадей из клееной офсетной бумаги, при этом абсолютное возрастание прочности склейки составляет соответственно до 0,5 и 0,2 даН/см (кгс/см) [6, с.32]. 3) Концентрация клея. Повышение концентрации клея при постоянном его расходедает значительно больший эффект: двукратное увеличение концентрации обеспечивает прирост прочности склейки тетрадей из неклееных видов бумаги для высокой печати в 1,5-2,5 раза (на 0,5-0,6 даН/см) и в 3,0-4,5 раза (примерно на 0,4 даН/см) у клееной офсетной бумаги. Применение концентрированного клея при постоянном расходе сухого вещества обеспечивает большую прочность склейки тетрадей, лучшие условия для сушки корешка, позволяет экономить клей при обработке блоков из неклееных видов бумаги, если норму расхода клея установить из требования необходимой прочности склейки тетрадей в соответствии со сроком службы издания[5, с.21].
По данным МГУП, при заклейке корешка блоков, состоящих из 32-страничных тетрадей, неразбавленным 50%-ным клеем с соблюдением нормы расхода сухого вещества в процессе сушки корешка необходимо удалить не более 30% влаги, внесенной с клеем. Остальная влага отфильтровывается в бумагу и остается в клеевой пленке, не мешая выполнению последующих операций. Простые расчеты показывают, что при применении разбавленных клеев, содержащих 33% сухого остатка, в соответствии с рекомендациями технологических инструкций и нормами расхода материалов, при сушке необходимо удалить в 4 раза большую массу влаги, чтобы получить такое же влагосодержание.
- 4) Режим сушки корешка. При интенсивных способах сушки по мере обезвоживания клея прочность склейки тетрадей блока возрастает, достигает максимума при потере примерно 60% влаги, внесенной с клеем 33%-ной концентрации, после чего понижается. Прочность склейки тетрадей при оптимальном влагосодержании возрастает при применении жестких режимов радиационно-конвективной сушки, что, видимо, способствует сплавлению частиц поливинилацетата, образованию монолитной пленки, диффузии полимера в бумагу. 5) Режимы обжима корешка. При заклейке и сушке корешков блоков в зажатом состоянии режимами обжима являются давление и величина выхода корешков из зажимов транспортера заклеечно-сушильной машины.
С увеличением выхода корешков блоков из зажимов и давления обжима корешки тетрадей блока веерообразно расходятся, что позволяет клею проникать на большую глубину между фальцами. При этом прочность склейки тетрадей книжных блоков сначала возрастает (для различного вида бумаги на 20-30%), достигает некоторого максимума, а затем. С увеличением выхода корешков из зажимов коэффициент спрессованности блоков, а коэффициент стойкости к сдвигу несколько возрастает; повышение давления обжима увеличивает коэффициент спрессованности, но уменьшает коэффициент стойкости корешка к сдвигу. Оптимальной следует считать величину выхода корешков из зажимов, равную 6-8 мм, и давление обжима порядка 1-3 МПа в зависимости от вида отделки и объемной массы бумаги, объема тетрадей и толщины блока. При этих значениях параметров обжима обеспечиваются максимальная прочность склейки тетрадей и достаточно высокие значения коэффициентов спрессованности и стойкости блока к сдвигу, что обеспечивает высокое качество полуфабрикатов на последующих операциях механической обработки корешка книжных блоков[3, с.54].
При пооперационной обработке блоков одно - или двукратный обжим корешка производится на блокообжимных станках типа БПБ-270 при давлении порядка 3-4 МПа (30-40 ).
Обжим корешка блоков после сушки повышает коэффициент спрессованности, понижает коэффициент стойкости блока к сдвигу и не влияет на прочность склейки тетрадей блоков.
- 6) Проклейка, композиция и объемная масса бумаги. Клееные виды бумаги хуже смачиваются ПВАД, дают меньшую прочность адгезионного шва, поэтому прочность склейки тетрадей блоков из клееной офсетной бумаги при прочих равных условиях в 2-4,5 раза ниже, чем у неклееных видов бумаги для высокой печати. Бумага, содержащая древесную массу, по сравнению с бумагой, изготовленной только из целлюлозы, имеет, как правило, меньшую объемную массу, большую пористость, лучше смачивается клеем и поэтому обеспечивает значительно большую прочность склейки. 7) Объем тетрадей блока. Если блок изготовлен из 32-страничных тетрадей, то по сравнению с 16-страничными тетрадями при одинаковом расходе клея прочность склейки тетрадей примерно на 10-15% выше из-за увеличения ширины склейки между корешковыми фальцами соседних тетрадей. 8) Влажность бумаги. Коэффициент спрессованности блоков и прочность адгезионного шва у бумаги с малой влажностью возрастают при применении разбавленной до 40-45% содержания сухого вещества ПВАД, но прочность клеевой пленки при этом значительно уменьшается. Бумага с малой влажностью на первой стадии образования адгезионного шва весьма интенсивно впитывает влагу клея, что ухудшает смачиваемость бумаги клеем и прочность адгезионного шва. Если на заклейку корешка поступают блоки с низкой (менее 5%) влажностью, то концентрацию клея следует несколько уменьшить. Прочность склейки тетрадей можно повысить, если производить двукратную промазку корешков блоков клеем: последовательно разбавленной и концентрированной ПВАД[4, с.73].
Окантовка корешка блока. Окантовку корешка блоков стали применять в середине XX в. на машинах клеевого бесшвейного и швейно-клеевого скрепления сначала при изготовлении изданий в обложке, но в последующем только при изготовлении изданий в переплетной крышке. В качестве окантовочного материала применяется различный корешковый материал в зависимости от толщины блока и последующей обработки корешка - коленкор марки КФ, полиграфическая марля, нетканый материал из синтетических волокон, микрокрепированная и крафт-бумага. Применение полиграфической марли долевого раскроя и микрокрепированной бумаги в этом варианте технологии позволяет производить механическую обработку корешка на обычном оборудовании (в агрегатах БКО-270 и на автоматах АК), снабженном кварцевыми инфракрасными лампами для предварительного разогрева корешка.
Окантовка корешка обеспечивает более надежную склейку крайних тетрадей и форзацев с блоком, исключает раскол при механической обработке корешка.
Похожие статьи
-
Переплетный картон представляет собой самую толстую бумагу и широко применяется в полиграфической промышленности. Он имеет прочную на излом и разрыв...
-
Книжный блок состоит из отпечатанных бумажных листов, сфальцованных (сложенных) в тетради, подобранных в последовательном порядке и скрепленных между...
-
Изготовление тетрадей и комплектовка изданий - Основы производственных процессов в полиграфии
Комплектовкой называется подбор в определенном порядке сфальцованных листов (тетрадей) н дополнительных элементов в блок. На участок комплектовки блоков...
-
История развития формных процессов - Основы производственных процессов в полиграфии
Формные процессы -- это комплекс действий по созданию печатных форм. Полиграфия основана на нескольких их видах, которые играли важные роли на разных...
-
Печать покровного материала - Проектирование технологии печатных процессов для книжного издания
Размер формата покровного материала переплетной крышки рассчитываем так: издательский полиграфический печатный качество Ш п. к = Тб + 2Ч (ш + К + Кп + з)...
-
Выбор печатного оборудования - Проектирование технологии печатных процессов для книжного издания
Произведем Расчет коэффициентов загрузки оборудования. Для этих расчетов берем тираж книжных блоков. Коэффициент использования оборудования...
-
Расходные полиграфические материалы, применяемые при печати тиража, делятся на две группы: - Основные К ним относятся бумага, краска, формные материалы,...
-
Входной контроль Входной контроль качества предназначен для основных и вспомогательных материалов: бумаги, краски, увлажняющего раствора, офсетного...
-
В данном разделе будет рассчитано потребное количество бумаги и краски для всех элементов издания в соответствии с нормативными документами с учетом...
-
Требования к качеству отпечатанной продукции: 1 Тиражные оттиски должны соответствовать подписным листам и оригинальной пробе (или цветопробе) по...
-
Печать книги будет производиться на листовой офсетной печатной машине. Основное преимущество листовых печатных машин по сравнению с рулонными машинами -...
-
При выборе способа нужно руководствоваться следующими принципами: - обеспечение требуемого уровня качества выпускаемой продукции (репродукционные...
-
История развития иллюстрирования книг История возникновения иллюстрации как одного из жанров изобразительного искусства крайне стара и неоднозначна,...
-
Печать переплетными красками - вид оформления, при котором краска с холодного штампа переходит на крышку. Высокая печать производится в...
-
1) Оживление на рынке массмедиа, вызванное ростом популярности Интернета, затронуло и Россию. Уже в начале 90-х годов несколько федеральных печатных...
-
Брошюровочные процессы - совокупность операций по превращению отпечатанных листов в издания, заключенные в обложки. К процессам относятся: 1. Сталкивание...
-
Вид переплетной крышки для обложки должен соответствовать требованиям ГОСТ 22240-76 (таблица 4). Таблица 4 - Виды переплетов Номер переплета...
-
Издательско-полиграфическое оформление должно соответствовать требованиям нормативного документа в соответствии с выбранным типом издания. По целевому...
-
При выполнении курсовой работы была произведена организация управления технологическим процессом печати книжного издания Александры Марининой "Закон трех...
-
История развития и особенности утреннего блока "Утро России" Мы проанализируем российское утреннее вещание на примере утреннего вещательного блока "Утро,...
-
Определение формата суперобложки - Проектирование технологии печатных процессов для книжного издания
Размер формата суперобложки определяется следующим образом: Шс = Тб + 2,67ш + 4к, Вс = В + 2квн, Где Тб -- толщина блока, Ш -- ширина блока после...
-
В офсетной печати перенос краски с формы на оттиск осуществляется через резинотканевую офсетную пластину, деформация которой компенсирует неровности...
-
Определение "расследование" понимается в двух измерениях. Первые из них, восходят к юридической практике. Из юриспруденции - расследование как процесс,...
-
В качестве печатных форм используем фототехнические пленки Agfa Alliance Recording, предназначены для использования в фотонаборных автоматах с...
-
НЕКОТОРЫЕ СВОЙСТВА ПОЛИМЕРОВ - Печатные краски
Термомеханические свойства. Гибкость - способность изменять структуру без разрушения. Термопластичность - свойство полимеров переходить при нагревании в...
-
Декельные материалы - Проектирование технологии печатных процессов переиздания книги
Декель - эластичная прослойка в печатных машинах, помещаемая между поверхностью, прижимающей бумагу (печатным цилиндром) и печатной формой, служащая для...
-
Механические свойства бумаги - Проектирование технологии печатных процессов переиздания книги
Следующая группа печатных свойств - это механические свойства бумаги, которые можно подразделить на прочностные и деформационные. Деформационные свойства...
-
Выбор способа печати Выбор способа печати - один из ключевых моментов проектирования, так как он определяет всю технологическую схему производства...
-
Заключение, Список литературы - Проектирование технологии печатных процессов для книжного издания
В ходе работы был разработан один из возможных вариантов изготовления издания, согласно первоначальным данным (формат издания, объем издания, тираж). Для...
-
История возникновения библиотек - Библиотека: ее возникновение, развитие и социальные функции
Такие заведения, как библиотеки, появились еще в античности. Первой из найденных библиотек была библиотека при храме в г. Ниппуре, существовала она...
-
Цель курсовой работы описать процесс подготовки издательского оригинала книжного издания Александры Марининой "Закон трех отрицаний" в формате 60х90/16,...
-
График загрузки производства - Проектирование технологии печатных процессов для книжного издания
График загрузки производства составляется с учетом рассчитанного количества печатного оборудования и с условием, что каждая единица оборудования...
-
Размеры форматов форзаца и нахзаца определяются послеобрезными размерами полосы (170Ч240 мм): Шф = 2Ч170 = 340 мм Вф = В = 240 мм Где Ш -- ширина...
-
Программы трехмерного изображения Многие программы трехмерной графики служат своего рода временными остановками для изображений, которые в конечном итоге...
-
Программы редактирования изображений Программы редактирования изображений дают возможность цветокоррекции, ретуширования и создания ослепительных...
-
Краска рассчитывается с учетом использования норм расхода краски для листовой офсетной печати. Данные нормы представлены в расчете на 1000 оттисков,...
-
1) Телекоммуникации (Telecommunication) -- процесс передачи и получения информации на расстоянии с использованием электронных или электромагнитных...
-
Технология обработки текстовой информации. Текстовые редакторы - это программы для создания и редактирования текстовых документов (письма, статьи,...
-
Определение оптимального формата печатного листа и формата будущего издания По заданию формат издания не дан, поэтому рассчитываем его из максимальных...
-
Изобразительные оригиналы и их виды. Изобразительные оригиналы (иллюстрации) делятся на два вида: штриховые и тоновые. Штриховые иллюстрации -- это...
Заклейка, окантовка и сушка корешка - История развития процессов обработки книжных блоков