ВЫБОР КОНСТРУКЦИИ ЛИНЕЙНОГО ЭЛЕКТРОГИДРАВЛИЧЕСКОГО ПРИВОДА С АВТОНОМНЫМ ЗАДАТЧИКОМ ПЕРЕМЕЩЕНИЙ - Виды автоматизированных производств
Рассмотрим основные конструкции ЛЭГП с АЗП, используемые в настоящее время в металлорежущих станках с ЧПУ. На рис. 7 приведен привод трехкоординатного фрезерного станка с ЧПУ 6520ФЗ. Стол / получает перемещение от гидроцилиндра 2. Ход и скорость перемещения стола задаются шаговым двигателем 3, Откуда движение через редуктор 4, Винт 5 и рычажный механизм 9 Передается на дросселирующий распределитель. Последний состоит из ролика 7, закрепленного на подпружиненной планке 5 и ролика 6. Ролики охватывают витки прямоугольной винтовой нарезки винта 6, Образуя безлюфтовое соединение рычага с винтом. Другой конец рычага 9 Соединен с золотником 10. Корпус 11 Распределителя установлен на салазках станка, по которым перемещается стол. Перемещение стола определяется числом импульсов, подаваемых на ШД, а скорость движения -- частотой следования импульсов. Одному импульсу в данном приводе соответствует перемещение 0,01 мм, диапазон рабочей подачи 1--1200 мм/мин, а скорость быстрых перемещений 4800 мм/мин. Микропереключатели 12 Используются для остановки вращения ШД в тех случаях, когда смещение золотника относительно нейтрального положения превышает допустимое значение.
Многолетний опыт эксплуатации станков 6520ФЗ показал высокую надежность и долговечность конструкции ЛЭГП. Недостатком привода является значительная инерционность винта, длина которого соответствует длине рабочего хода стола, что снижает динамические характеристики привода, а также относительно низкая точность, связанная со сложностью конструкции рычажного механизма обратной связи.
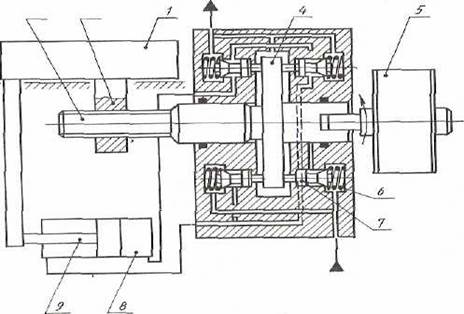
Последний недостаток устранен в конструкции ЛЭГП с АЗП фирмы "Хартманн" (ФРГ) (рис. 8). Стол 1 Станка связан с АЗП через винтовую передачу, содержащую винт 3 И гайку 2. При работе привода управляющие импульсы поступают на задающий электродвигатель 5, Который поворачивает винт 3 Через муфту, допускающую осевое смещение. На винте 3 Жестко закреплен диск 4, Взаимодействующий с четырьмя клапанами 7, запорные элементы которых поджаты пружинами 6. При осевом смещении винта 3 Вследствие его ввертывания (вывертывания) в гайку 2 Происходит смещение запорных элементов клапанов таким образом, что проходное сечение одной пары клапанов увеличивается, а другой -- соответственно уменьшается, вызывая перераспределение давления в полостях гидроцилиндра 8 И перемещение штока 9. Шток, перемещаясь, тянет за собой винт 3 С диском 4, Стремясь вернуть клапаны в нейтральное положение. Четыре независимых распределительных элемента предназначены для регулирования нейтрального положения распределителя.
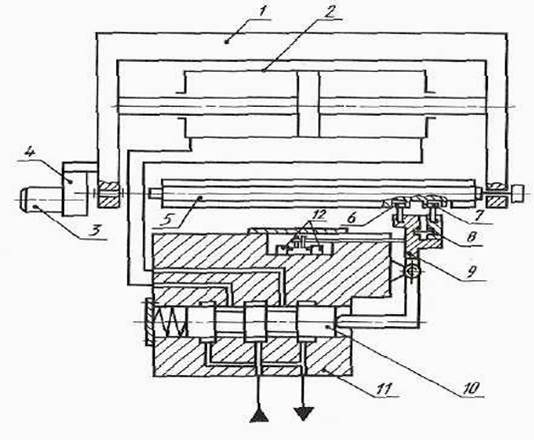
Рис. 7. Привод подачи стола фрезерного станка 6520ФЗ
Однако применение такой конструкции ограничивает варианты компоновки привода, что связано с размещением АЗП на конце ходового винта. Кроме того, возможна поломка несилового винтового механизма при перемещении штока неуравновешенной внешней нагрузкой, что происходит, например, при использовании привода для перемещения вертикально движущихся узлов, которые могут опускаться под действием собственного веса при выключенных гидравлических устройствах.
Рис. 8 Привод подачи стола фирмы "Хартманн" (ФРГ)
Другой вариант конструктивной реализации механизмов сравнения и обратной связи - привод, показанный на рис. 9. Стол станка 1 перемещается гидроцилиндром 2. Корпус цилиндра неподвижен, к нему прикреплен корпус 6 Дросселирующего распределителя. Управляющие импульсы подаются на ШД 3, Который через зубчатую передачу 4 Поворачивает золотник 5 И связанный с ним задающий винт 8. Винт ввертывается в гайку-шестерню 7, которая зафиксирована в осевом направлении относительно корпуса 6 И смещает золотник 5 из нейтрального положения. Стол 1 Перемещается и одновременно перемещает винт 10 Обратной связи. Связанная с винтом гайка-шестерня 9 Также зафиксирована в осевом направлении. Пара винт 10 -- гайка 9 Выполнена несамотормозящей, поэтому перемещение винта вызывает вращение гайки 9, Которое передается гайке-шестерне 7. Соответствующим подключением полостей гидроцилиндра 2 К распределителю и выбором направления резьбы винтов 8 И 10, Обеспечивается отрицательная обратная связь по перемещению стола.
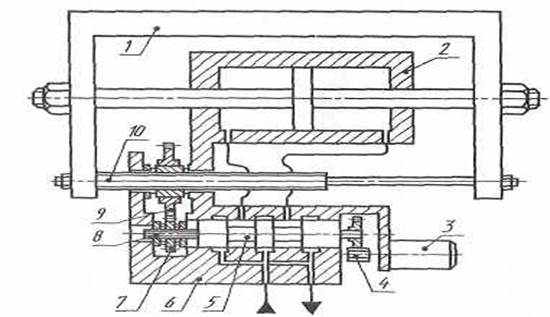
Рис. 9 Привод подачи стола фирмы "Яутзицу" (Япония)
По сравнению с рассмотренным выше этот привод более технологичен и позволяет разместить АЗП в удобном месте. Шаговый двигатель нагружен только малоинерционным винтом сравнивающего устройства, что улучшает динамические характеристики привода. Однако кинематическая структура АЗП затрудняет получение требуемых для металлорежущих станков дискретностей, составляющих 0,005--0,02 мм. Введение же понижающих передач в АЗП приводит к снижению его точности вследствие погрешностей, вносимых дополнительными звеньями.
Другой способ уменьшения инерционной нагрузки на ШД -- применение зубчато-реечных передач в механизмах обратной связи. Такой привод разработан фирмой "Рексрот" (ФРГ) (рис. 10). Задающий ШД 8 Поворачивает по программе винт 7, который взаимодействует с гайкой 5, связанной через реечную шестерню 4 И рейку 3 Со столом / станка. Винт 7 и гайка 5 функционируют как сравнивающее устройство. Разность углов поворота винта (заданное перемещение) и гайки (отработанное перемещение) преобразуется в осевое смещение винта 7 И золотника 6, В результате чего изменяется давление в рабочих полостях гидроцилиндра 2, Поршень цилиндра и связанный с ним стол перемещаются до тех пор, пока золотник не вернется в нейтральное положение.
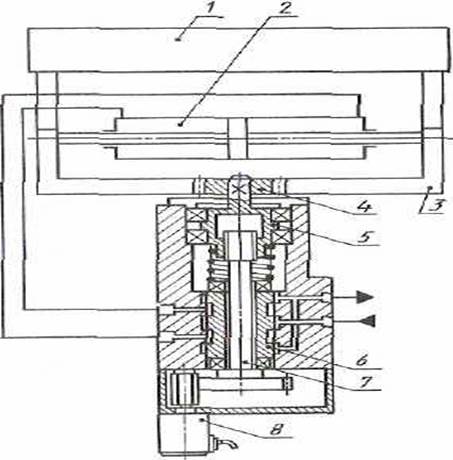
Рис. 10. Привод подачи стола фирмы "Рексрот" (ФРГ)
Привод прост по конструкции, однако, как и предыдущий, не обеспечивает требуемой дискретности. Кроме того, он имеет увеличенные поперечные размеры.
Рассмотренные недостатки устранены в конструкции ЛЭГП с АЗП фирмы "СИГ" (ФРГ) (рис. 11). При работе привода задающий электродвигатель 2 Через муфту, которая может смещаться в осевом направлении, поворачивает червяк <3, находящийся в зацеплении с червячным колесом 5. На одном валу с червяком расположен четырех кромочный золотник 4. При повороте вала электродвигателя червяк перемещается вдоль оси и смещает золотник, вызывая перераспределение давления в полостях цилиндра и перемещение поршня 7, а также связанного с ним стола/. Обратная связь осуществляется фрикционным роликом 5, поджатым к поверхности штока. Шток, перемещаясь, поворачивает ролик 6 И сидящее с ним на одном валу червячное колесо 5, червяк 3 И золотник 4 Перемещаются при этом к нейтральному положению. Пружина 5 служит для выбора люфта в кинематических передачах.
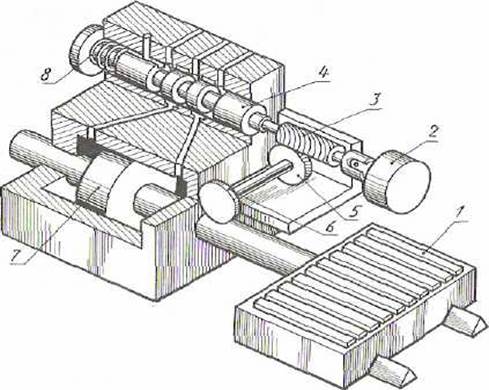
Рис. 10. Привод подачи стола фирмы "СИГ" (ФРГ)
Привод обеспечивает высокую технологичность изготовления, независимость исполнения задатчика от длины хода рабочего органа, малую инерционную нагрузку на ШД., предохранение от поломок в случае аварий и перегрузок, дискретность 0,002--0,05 мм.
Недостаток его -- низкая точность вследствие возможности проскальзывания фрикционного ролика по штоку.
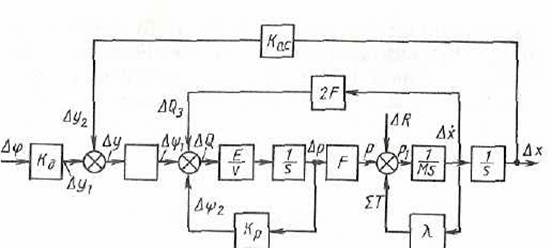
Рис. 11. Структурная схема ЛЭГП с АЗП
Составление структурной схемы и определение
Областей устойчивости ЛЭГП с АЗП
Структурная схема привода, показана на рис. 11. Схема позволяет наглядно показать взаимосвязь элементов привода с помощью следующих передаточных функций.
Угол поворота ШД преобразуется в смещение золотника:

Смещение золотника из нейтрального положения приводит к увеличению объема масла, поступающего в полость гидроцилиндра и вытесняемого из нее.

Часть этого объема идет на сжатие масла:
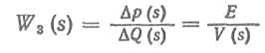
Под нагрузкой расход в гидрораспределителе уменьшается:

А возникший перепад давления, воздействуя на площадь поршня F, Создает силу Р, Которая затрачивается на преодоление сил инерции движущихся масс:

Трения в направляющих и уплотнениях штока:

И полезной нагрузки R.
Расход масла, затрачиваемый на перемещение (х) Штока, характеризуется звеном

А жесткая отрицательная обратная связь между штоком исполнительного цилиндра и золотником гидроусилителя -- звеном

После преобразования структурной схемы по правилам, известным из теории автоматического регулирования, получаем передаточную функцию разомкнутой системы

Где К -- коэффициент усиления; Т -- постоянная времени; g -- коэффициент демпфирования, эти коэффициенты связаны с параметрами привода следующим образом:
Передаточная функция замкнутой системы, охваченной обратной связью,

Или, подставив выражение для WP (s) из формулы, окончательно получим

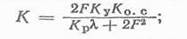
Для анализа устойчивости ЛЭГП с АЗП применяем алгебраический критерий Рауса--Гурвица для знаменателя выражения откуда находим

Подставив в формулу выражения для К, Т и G И пренебрегая величиной КРJ По сравнению с 2F2, получим следующий критерий устойчивости для линейных приводов:

В полученное неравенство входят три слагаемых, зависящих от динамических коэффициентов J, КР и КУ линеаризованных характеристик трения рабочего органа и расхода гидрораспределителя, а также от ряда конструктивных параметров F, L, М, КО. с. привода, причем первые два слагаемых повышают, а третье -- снижает устойчивость.
Таким образом, неравенство определяет область возможных соотношений основных параметров привода, обеспечивающих отсутствие автоколебаний, и будет использовано в дальнейшем при разработке методики расчета ЛЭГП с АЗП
Расчет линейного электрогидравлического привода
Подач с автономным задатчиком перемещений
Исходными данными для расчета являются: масса рабочего органа (М), Длина хода (L), Требования к точности позиционирования (Е), диапазону скоростей (uMln -- VMitx), Тяговой силе (R)T Жесткости (J), скоростной ошибке (ЕСк).
Цель расчета -- выбор модификации АЗП, площади F Поршня гидроцилиндра и подведенного давления РН
Расчет состоит из трех этапов.
1-й этап. По требуемому диапазону скоростей и точности
Позиционирования выбираем одну из модификаций привода (см. табл. 3.1) с дискретностью Д, равной 0,005; 0,01 или 0,02 мм, и коэффициентом обратной связи Ко. с. Равным 0,65 или 1,30.
2-й этап. Задаваясь несколькими значениями давления в напорной линии (например, РН равно 0,2; 4; 6; 8; 10 МПа) определяем требуемую площадь гидроцилиндра по следующим четырем критериям.
А. Требование устойчивости согласно формуле:

Где Кз. у -- коэффициент запаса по устойчивости.
Б. Требование по полезной нагрузке согласно выражению

Где Кз. в -- коэффициент запаса по нагрузке.
В. Требование по жесткости в соответствии с формулой

Г. Требование по скоростной ошибке согласно выражению

Где KF4 -- коэффициент пропорциональности.
Значения KР, K7, PY, KF4 зависят от характеристик гидрораспределителя. Так как во всех модификациях АЗП используется один и тот же гидрораспределитель, то эти параметры являются постоянными величинами (их значения указаны выше). Окончательно для расчета площади F Получаем следующую систему неравенств:

Кроме того, на параметры рН н F накладываются следующие огоаничения:
Где PНmin, pНmax, FMin, FMax -- допустимые значения соответственно давления и площади гидроцилиндра.
По результатам расчета в координатах РН -- F Строим пересечение областей, удовлетворяющих неравенствам.
3-й этап. Проверяем качество переходного процесса спроектированного привода. Если привод окажется излишне задемпфированным (время переходного процесса Т >0,1 с, перерегулирование А = vMax/vP =1), необходимо увеличить давление или уменьшить площадь в пределах их допустимых значений, если же привод окажется излишне колебательным (Т < 0,05 с, А >1,3), необходимо уменьшить давление или увеличить площадь.
Если пересечения областей в соответствии с выражениями (3.35) и (3.36) не существует, необходимо пересмотреть требования к жесткости и скоростной ошибке (уменьшить их) или, если это сделать невозможно, следует принять другую конструкцию АЗП.
Похожие статьи
-
Устройства для загрузки на станке - Виды автоматизированных производств
При обработке на станках-автоматах штучных заготовок их загрузку и выгрузку выполняют с помощью бункерных или магазинных механизмов питания,...
-
Особенности проектирования систем управления ГПС - Виды автоматизированных производств
Состав и структура ГПС определяются содержанием выполняемого производственного процесса, который формируется на основе: конструктивно-технологических...
-
Особенности механизации и автоматизации сборочных работ Недостаточно высокий уровень механизации и автоматизации сборочных работ в машиностроении...
-
Приводы можно устанавливать и эксплуатировать в любом положении. При монтаже необходимо учитывать пространство, необходимое для демонтажа крышки при...
-
Рассмотрим конкретные задачи, которые роботы решают в настоящее время на промышленных предприятиях. Их можно разделить на три основных категории :...
-
Стальной аппарат с мешалкой. Он состоит из корпуса и перемешивающего устройства с приводом. Корпус! включает в себя: цилиндрическую обечайку с приварным...
-
Назначение. Конструктивные элементы - Выбор вида шланга для применения в конкретном производстве
Гибкие шланг ЕS предназначены для надежного крепления на трубопроводе и исключения передачи вибрации от горелок к газовому тракту. Использование гибких...
-
Устройства для автоматической смены инструмента - Виды автоматизированных производств
Особенность многоцелевых станков с ЧПУ -- наличие устройств автоматической смены инструментов, основное назначение которых -- сокращение времени простоя...
-
Класс в Rational Rose -- это описание общей структуры (данных и связей) для дальнейшего создания объектов. Для того чтобы генератор Rational Rose имел...
-
Выбор элементной базы, Метран 100-ДИ - Производство бумаги
Метран 100-ДИ Метран 100-ДИ модель 1152 ПГ<<Метран >>, Россия, г. Челябинск. Датчик избыточного давления используется для измерения давления...
-
Составление плана прядения и выбор оборудования - Производство меланжевой пряжи
План прядения - это параметры, характеризующие технологический процесс, т. е. данные о линейной плотности продукта, величинах вытяжек и круток, числе...
-
Расчет изоляции холодильника Выбор изоляционных конструкций В проекте в качестве строительно-изоляционных конструкций для Наружных стен и внутренних...
-
Выбор материала и технология производства заготовок деталей и инструментов
ВЫБОР МАТЕРИАЛА И ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ЗАГОТОВОК ДЕТАЛЕЙ И ИНСТРУМЕНТОВ Цель работы - провести анализ условий работы заданного изделия, выбор...
-
Конструируя ЭМС, стремятся достигнуть идеала. Идеальная электрическая машина должна иметь определенные свойства (высокий КПД, надежность, малые размеры и...
-
Измерительные 6 , 9 наконечники прибора измеряют непосредственно диаметр D детали 7 (см. рис. 3.3.1). Скоба 5 плавающая, подвешена шарнирно на плоской...
-
Системы автоматизированного проектирования (САПР) в настоящее время являются во многих случаях единственно возможными методами при конструировании новых...
-
Выполненная контрольная работа позволила: 1) произвести расчет абсолютной, относительной и приведенной погрешностей результатов измерений линейного...
-
Посадочные краны предназначены для загрузки заготовок в горизонтальные нагревательные печи, выгрузки их из печи и подачи к прокатным станам. Посадочный...
-
Одним из основных элементов манипулятора является привод. В условиях повышенных требований к вакуумной гигиене широкое применение в качестве приводов...
-
Для составления математической модели объекта проведем анализ всех составных элементов структурной схемы и рассчитаем параметры их передаточных функций....
-
Данное предприятие занимается производством 454080, г. Челябинск, пр. Ленина, 76 "Учебная техника и технологии" Отдел "ГАП и станки ЧПУ" Мазеин Петр...
-
Основной частью приспособления является корпус 3, который устанавливается на стол станка и крепится к нему болтами, через Т - образные пазы в столе...
-
Системы диагностики и управление точности обработки - Виды автоматизированных производств
Любое спроектированное и изготовленное технологическое оборудование и его система ПУ в процессе эксплуатации должны находиться в работоспособном...
-
Виды автоматизированных производств. - Виды автоматизированных производств
Рабочая машина - Это сочетание механизмов или устройств, выполняющих определенные целесообразные действия для производства полезной работы. С помощью...
-
ВВЕДЕНИЕ - Виды автоматизированных производств
Роботы и автоматизация производства едва ли нуждаются в рекламе. В сфере производства развитых стран, таких, как США, под давлением международной...
-
Грузоподъемность не более Наибольшая погрешность позиционирования не более 20 кг ±10 мм. Наибольшие перемещения по степени подвижности не более: - по...
-
Выбор района строительства - Производство щебня
Актогай является одним из мировых ведущих неразработанных медных рудников с содержанием около 5 миллионов тонн меди и попутных продуктов. При текущих...
-
Это чрезвычайно удобный и достаточно мощный (с малыми вероятностями ошибок) критерий, используемый при n = 4 ... 30. Его особенность заключается в том,...
-
В зависимости от типа производства (массовое, серийное, единичное) и требований к качеству изделия выбирают способ изготовления изделия - горячее...
-
Этот критерий применяется для нормально распределенных результатов измерений. Задавшись уровнем значимости б, по таблице 5.1 с учетом числа измерений "n"...
-
Этот метод применим для обнаружения изменяющейся во времени систематической погрешности. Дисперсию результатов наблюдений можно оценить двумя способами:...
-
В электропечи можно получать легированную сталь с низким содержанием серы и фосфора, неметаллических включений, при этом потери легирующих элементов...
-
Введение - Выбор вида шланга для применения в конкретном производстве
Когда мы произносим слово шланги или рукава, у нашего собеседника возникает его собственная ассоциация, связанная с этим термином. Это может быть и шланг...
-
Т. к. партия изготовляемых деталей составляет 400шт. Производство не крупносерийное; материал детали не литейная сталь, в исключительных случаях...
-
Схема привода Рисунок 1.1 1 - двигатель 2 - муфта 3 - конический редактор 4 - гайка 6 - стол 7 - муфта Устройство и работа привода Привод винтового...
-
Просеиватель МПМ-800м Этот просеиватель предназначен для просеивания муки. Подвешенный мешок с мукой подается к загруженному бункеру, в который...
-
Общие принципы выбора заготовки - Заготовительное и литейное производство
Наиболее широко для получения заготовок в машиностроении применяют следующие методы: литье, обработка металла давлением и сварка, а также комбинация этих...
-
Рассчитаем необходимое число единиц гипсоварочных котлов, согласно формуле: N=Pп/(Pч-K), Где Pп - требуемая часовая производительность предприятия; Pч -...
-
Выбрана боковая литниковая система расположенная в плоскости разьема. Литниковая система состоит из: воронки, стояка, шлакоуловителя, и питателя. Расчет...
-
Клапан тип 3310 - Производство бумаги
Клапан с шаровым сегментом, пневматические регулирующий клапан тип 3310. SAMSON AG * MESS UND REGELTECHNIK WeismьllerstraЯe 3 * D-60314 Frankfurt am Main...
ВЫБОР КОНСТРУКЦИИ ЛИНЕЙНОГО ЭЛЕКТРОГИДРАВЛИЧЕСКОГО ПРИВОДА С АВТОНОМНЫМ ЗАДАТЧИКОМ ПЕРЕМЕЩЕНИЙ - Виды автоматизированных производств