Введение - Автоматика и автоматизация технологических процессов
Курс "Системы управления технологическими процессами" ("Автоматика и автоматизация технологических процессов") направлен на изучение вопросов управления и автоматизации пищевых производств и систем заготовок и хранения сельскохозяйственного сырья. Этот курс включает в себя вопросы, связанные с изучением методов и измерительных средств автоматического контроля, регулирования, управления технологическими процессами
Значительный прогресс в развитии электронной микропроцессорной, вычис-лительной техники и программного обеспечения позволил создать современный комплекс измерительных технических средств, с помощью которых можно контролировать и управлять многими технологическими процессами пищевых предприятий и системами заготовок сельскохозяйственного сырья
Современный этап автоматизации характеризуется переходом от систем автоматическою управления (САУ) и автоматических систем регулирования (АСР) к автоматизированным системам управления (АСУ), технологическими процессами (АСУ ТЛ), цехами производствами (АСУ П) предприятиями, объединениями и отдельными отраслями промышленности с применением ЭВМ и экономико-математических методов поиска оптимальных решений последние годы большое влияние на автоматизацию технологических про цессов оказывают появившиеся на Российском рынке современные зарубежные микропроцессорные системы управления и автоматизации, реализующие функции устройства связи с объектом (фирмы производители ANALOG DEVICES, ADVANTECH GRAYHILL и др.) и индустриальные IBM PC-совместимые компьютеры, среди которых получили распространение гая называемые индустриальные рабочие станции (Industrial Workstation), которые характеризуются тем, что системные блоки дисплей размещены в одном защищенном корпусе, а клавиатура, выполненная по мембранной технологии, встроена непосредственно в переднюю панель и Micro-PC (фирмы производители ADVANTECH и Octagon Systems), а также SCADA-подобные программные системы (Labtech Control. In Touch, Genesis, Genie, Trace Mode и др ) позволяющие на экране монитора IBM PC совместимого компьютера разрабатывать динамические мнемосхемы автоматизации конкретных технологических процессов
Программное обеспечение, реализующее задачи автоматизации технологических процессов, классифицируется в зависимости от уровня интеграции управления производства
Самый верхний уровень, включающий в себя информационные структуры, отвечающие за работу предприятия в целом - автоматизацию бухгалтерского учета, организацию документооборота, называется планированием ресурсов предприятия (MPR, manufacturing resource planning) Наиболее известной и мощной системой такого рода является пакет R/3 фирмы SAP (Германия)
"Снизу" (в цехах) информация от различных датчиков прежде всего, используется для непосредственного управления производственным процессом с помощью различных устройств связи с объектом (УСО), программируемых логических контроллеров (ПЛК) и промышленных - компьютеров Это уровень (Control Level). на котором замыкаются самые "короткие" контуры управления производством Поток информации от датчиков также поступает на вход систем SCADA " (Supervisor/ Control and Data Acquisition) На этом уровне (SCADA Level) осуществляется оперативное управление технологическим процессом принимаются тактические решения, прежде всего направленные на поддержание стабильности процесса

Первичная информация из цехов должна доходить до верхнего уровня, уровня принятия стратегических решений. Очевидно также, что поток сырых данных, без надлежащей обработки, послужит скорее "информационным шумом" для управленческого персонала (администраторов производства, менеджеров, экономистов) Необходимым связующим эвеном выступает новый класс средств управлением - MES (Manufacturing Execution Systems), или системы исполнения производства Упорядоченная и обработанная информация о ходе процесса изготовления продукции, получаемая на этапе сбора и обработки данных, становится доступной верхнему эшелону управления предприятием в реальном времени и в привычной для него форме
В зависимости от типа, используемых технических средств, схемы, автоматизации. можно. классифицировать на схемы;
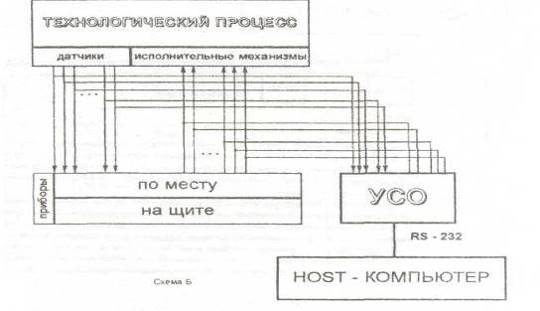
Схема А - схемы локальной автоматики, характеризующиеся наличием дискретных автоматических систем контроля, регулирования, стабилизации и программного управления, сигнализации, блокировки, защиты от аварий агрегатов, аппаратов, установок и протекающих в них технологических процессов и отдельно выполненных пультов управления,
Схема Б * комбинированные схемы предусматривающие работу как в режиме локальной автоматизации, так и в режиме прямого цифрового управления, с возможностью переключения режимов
Схема В - схемы непосредственного цифрового управления, функции которого выполняет управляющая ЭВМ, связанная с датчиками и исполнительными механизмами (установленными в технологическом оборудовании) через те или иные типы устройств связи с объектам (УCO), выполненных на базе микропроцессорной техники ЭВМ, посредством программного обеспечения и устройств ввода-вывода и визуализации информации (клавиатура, мышь, монитор) может выполнять функции компьютерного пульта управления,
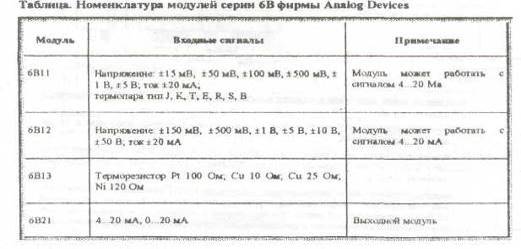
В качестве устройств связи с объектом может быть использована находящаяся в распоряжении кафедры "Систем управления" программируемая микропроцессорная модульная система Analog Devices (модули серии 6В) обеспечивающая сопряжение датчиков и исполнительных механизмов с IBM PC совместимым компьютером по интерфейсу RS 232
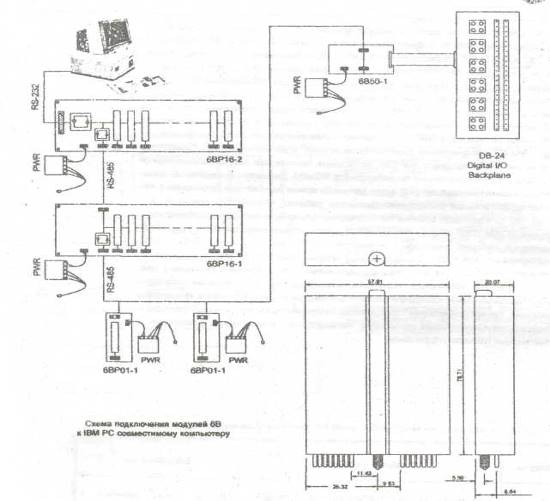
Модули серии 6В предназначены для распределенного сбора данных о параметрах технологического процесса, нормализации аналоговых сигналов датчиков и гальванической изоляции каналов аналогового ввода выводя информационно измерительных систем и систем управления Каждый модуль содержит себе микроконтроллер (реализованный на базе микропроцессора. ППЗУ и устройством управления каналами ввода-вывода) с гальванически развязанным последовательным интерфейсом 16-разрядный АЦП для входных модулей или 12-разрядный ЦАЛ для входных модулей и накопительный буфер. Микроконтроллер по запросу передает данные из буфера в устройство обработки посредством интерфейса RS-232 или RS-485 со скоростью 19,2 Кбод. Конструктивно модуль представляет собой устройство, заключенное в корпус (с размерами 58,4 х 78,7 Х 19 мм) со штыревым разъемом, с помощью которого модуль устанавливается на монтажной панели и подключаются входные и выходные цепи. В системе используются типовые монтажные панели на 1, 4 и 16 модулей Панели имеют клеммные соединения для подключения внешних датчиков, витой пары интерфейса RS-485 и разъем для подключения интерфейса RS-232 Сопряжение микропроцессорной модульной системы с IBM PC-совместимым компьютером осуществляется через одну из монтаж-ных панелей по интерфейсу R5-232, остальные монтажные панели соединяются между собой последовательно по интерфейсу RS-485. Диапазон измеряемых величин технологических параметров и тип датчиков может задаваться программно через последовательный интерфейс. Диапазон рабочих температур модулей от * 25°С до +65°С Протокол обмена по последовательному интерфейсу совместим с модулями ADAM-4000 фирмы Advantech. К достоинствам модулей 6В можно отнести широкий рабочий диапазон температур (-25°С... +85"С против -10*С...+70"С для модулей ADAM-4000), к недостаткам можно отнести то, что, в отличие от ADAM-4000, модули 6В не являются функционально законченными блоками и тре-буют применения монтажных панелей Имеющийся в распоряжении кафедры SCADA-подобный пакет программ Labtech Control, позволяет создавать алгоритмы управления технологическими процессами, обеспечивать визуальный контроль протекания технологических процессов, посредством динамических мнемосхем и компьютерных пультов управления.
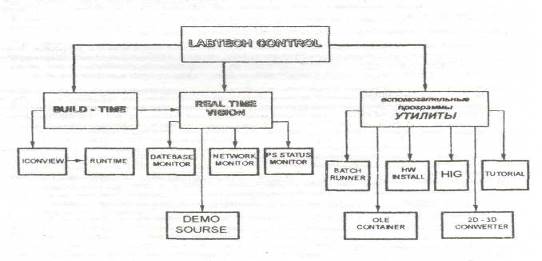
Указанный пакет программ включает в себя характерные для SCADA - комплекса составные части
Программа-монитор Runtime, обеспечивающая выполнение алгоритмов сбора данных и управления;
Программа создания алгоритмов стратегии сбора данных и управления Build-Time, запускающая графическую среду ICONview, реализующую язык функциональных блоков;
Модуль Realtime Vision, реализующий интерфейс MMI. Позволяет отображать поведение процесса сбора данных и управления в динамике, через встроенный, набор графических объектов динамического отображения и управления. Содержит средства черчения и рисования, что позволяет создавать динамические мнемосхемы,
-инструментарий поддержки внешних аппаратных средств Remote instrument Support Kit. Включает в себя программное обеспечение, позволяющее конфигурировать два типа интерфейса подключения внешних аппаратных средств.
Помимо выше перечисленных основных компонентов, в состав пакета входят другие дополнительные служебные программы-утилиты, которые будут рассмотрены в дальнейшем
Программный пакет Labtech Control работает под управлением операционной системы Windows версии не ниже 3.1,
R постав указанного пакета программ входят следующие модули:
Build-Time - активизирует среду разработки новых алгоритмов контроля и сбора данных или редактирования ранее созданных;
Realtime Vision - запускает графическую среду для создания объектов отображения и контроля, динамических и статических схем и рисунков;
Batch Runner - утилита, позволяющая запускать на выполнение последовательности ранее созданных схем алгоритмов управления;
HW Install - конфигурирует программное обеспечение Labtech Control для работы с аппаратными средствами (микропроцессорными модулями) различных производителей;
HIG (Hardware Interface Guide) - отображает (предоставляет) информацию об аппаратных средствах используемых в системе;
Tutorial - обучающая программа;
Multimedia Quick Start мультимедийная демонстрационная программа;
20 и 3D Vision - программы, производящие трансформацию объектов Vision из 3D в 2D и наоборот
Похожие статьи
-
Наиболее высокий уровень автоматизации в промышленности строительных материалов имеет цементное производство. Основной предпосылкой для этого является...
-
Целью курсового проекта является закрепление теоретических знаний по курсу "Системы управления технологическими процессами" ("Автоматика и автоматизация...
-
В качестве объектов для разработки схемы автоматического контроля и управления студентам предлагаются современные процессы переработки...
-
Организация ГПС и ГА П. Процесс развития автоматизации на промышленных проводился в ряд этапов. На первом этапе проводилась автоматизация отдельных...
-
Введение - Автоматизация процесса сухого помола цементного клинкера в трубной шаровой мельнице
Техническое перевооружение предприятий стройиндустрии, ускоренное внедрение новых интенсифицированных технологических процессов невозможно без...
-
Введение - Автоматизация линии нанесения никеля
Автоматизация производства - процесс в развитии машинного производства, при котором функции управления и контроля, ранее выполнявшиеся человеком,...
-
Описание процесса приготовления цементного клинкера в трубной шаровой мельнице Измельчение материалов в цементном производстве - один из технологических...
-
Введение - Автоматизация технологических процессов сварки на предприятии "АтлантЭнерго"
Цели практики по получению первичных профессиональных умений и навыков: Получение общего представления о производстве, структуре и уровне автоматизации...
-
Быстрое развитие информационных технологий на предприятиях, обусловлено необходимостью повышения конкурентоспособности производимой продукции, как на...
-
Указания по выполнению проекта - Автоматика и автоматизация технологических процессов
Схема автоматизации технологического процесса является основной частью проекта Она определяет структуру автоматического контроля и управления, а также...
-
При создании АСУТП сухого помола сырья в трубной шаровой мельнице (или любого другого технологического процесса) целесообразно в первую очередь изучить...
-
Штамп предназначен для серийного производства деталей, усилитель. ОПИСАНИЕ КОНСТРУКЦИИ ИЗДЕЛИЯ И УСЛОВИЙ РАБОТЫ, ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Штамп...
-
При разработке проекта автоматизации в первую очередь необходимо решить вопросы выбора структуры управления. Под структурой управления понимается...
-
Автоматизация оборудования позволяет увеличить его производительность, сократить затраты материалов, топлива и энергии за счет более рационального их...
-
Под автоматизацией понимается применение приборов, приспособления и других технических средств, позволяющих осуществлять производственные процессы без...
-
Одним из решающих направлений совершенствования ТПП является создание и эффективное использование автоматизированных систем, основанных на широком...
-
Механизация и автоматизация технологических процессов Технология переработки полимеров - это область науки и техники, изучающая процессы, предназначенные...
-
Оформление курсового проекта - Автоматика и автоматизация технологических процессов
Весь материал проекта должен быть выполнен в соответствии со стандартами ЕДИНОЙ СИСТЕМЫ КОНСТРУКТОРСКОЙ ДОКУМЕНТАЦИИ (ЕСКД) Каждый лист графической части...
-
Физическое представление системы управления не может быть полным, если отсутствует информация о том, на какой технологической платформе она реализована....
-
Определение требований к системе Прежде чем начать проектирование системы производства поролона нужно определить функции, которые будет выполнять...
-
В САР поддержание заданного значения регулируемого параметра или изменение его по определенному закону обеспечивается аппаратурными средствами, имеющие...
-
Описание задачи проектирования Данная система предназначена для установки "Cannon Viking Maxfoam", которая в свою очередь предназначена для производства...
-
Средства измерений и вспомогательная аппаратура выбираются, в основном, из типовой аппаратуры, выпускаемой отечественной приборостроительной...
-
Введение - Проектирование маршрута технологического процесса с размерным анализом и синтезом
Проектирование - процесс составления описания, необходимого для создания в заданных условиях еще не существующего объекта, на основе первичного описания...
-
Рассчитаем необходимое число единиц гипсоварочных котлов, согласно формуле: N=Pп/(Pч-K), Где Pп - требуемая часовая производительность предприятия; Pч -...
-
Высокого качества производимой продукции можно добиться внедрением в производство нового эффективного оборудования, различных методов...
-
Технологический процесс производства творога Творог - белковый кисломолочный продукт. Его изготовление происходит путем сквашивания культурами...
-
Повышение эффективности технологических процессов и производств будет осуществляться путем роста единичных мощностей устанавливаемого оборудования,...
-
Заключение - Разработка технологического процесса изготовления стола для компьютера
Современное производство мебели -- это высокомеханизированная отрасль. Вместе с тем на отдельных стадиях технологического процесса изготовления мебели...
-
Указания по выполнению специального задания - Автоматика и автоматизация технологических процессов
Определив вариант специального задания, студент должен ознакомиться с рекомендованной литературой по данному вопросу. Далее работа проводится следующим...
-
После описания звеньев системы определяем ее передаточную функцию, которая представляет собой произведение всех ПФ звеньев: (2.10) Подставляем в...
-
Мероприятия по снижению вариабельности - Анализ точности и стабильности технологического процесса
В основе нового подхода управления лежала концепция непрерывного уменьшения вариабельности на основе принципов, предложенных У. Шухартом и развитых У....
-
Основным технологическим средством автоматизации проектирования в машиностроении является цифровая ЭВМ, оперирующая с информацией, представленной в...
-
Введение - Разработка технологического процесса изготовления стола для компьютера
Производство компьютерных столов приобретает все большую актуальность, по мере того, как компьютерная техника проникает во все сферы жизни и деятельности...
-
Организация технологического процесса производства булочек на пекарне "Хлебный князь" Правильная организация производства обеспечивает выработку...
-
Технологическая схема зависит от вида и характера, вида и качества исходных материалов, от уровня развития техники (рис.1.). Рисунок 1- Технологическая...
-
Технологические, эстетические и конструктивно-эргономические требования к одежде из года в год возрастают. На текстильном рынке появляются новые ткани,...
-
Технико-экономическое обоснование внедрения АСУ С целью уменьшения процента брака произведенного ППУ необходимо использовать прогрессивные...
-
Автоматизация технологической подготовки производства - САПР
Одним из решающих направлений совершенствования ТПП является создание и эффективное использование автоматизированных систем, основанных на широком...
-
Запуск системы производства поролона производится по команде оператора после того, как им были введены параметры протекания процесса. Перед запуском...
Введение - Автоматика и автоматизация технологических процессов