Устройство полуавтомата - Электрическая дуговая сварка на полуавтоматах
В сварочном автомате механизированы две основные операции процесса сварки - подача сварочной проволоки в зону дуги и перемещение дуги по линии шва; в полуавтомате механизирована лишь одна операция - подача электродной проволоки в дугу, а перемещение дуги для образования шва производится сварщиком вручную (рис. 135).
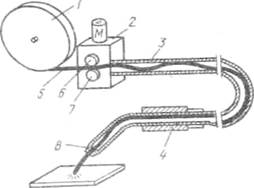
Автоматическая подача проволоки с катушки 1 осуществляется подающим механизмом 2, состоящим из электродвигателя М переменного или постоянного тока, коробки скоростей ведущего 6 и прижимного ролика 7. Проволока 5 подается роликами с постоянной заданной скоростью через внутренний канал гибкого шланга 3, держатель 4 и наконечник 8. Сварщик держит горелку и вручную перемещает ее по шву.
Одной из основных частей полуавтомата является шланг 3. состоящий из проволочной спирали с оплеткой и резиновой оболочкой, по внутреннему каналу которой проходит электродная проволока. Сварочный ток, защитный газ и охлаждающая вода подводятся отдельно. В комбинированных шлангах кроме электродной проволоки в одной оболочке проходят токоподводящий провод, провода цепи управления, защитный газ и охлаждающая вода. Комбинированный гибкий шланг имеет большую массу, сварщику трудно управлять им. Современные полуавтоматы снабжаются автономными шлангами, например полуавтомат А-825 и др.
Длина шланга составляет не более 3,5 м. На горелке находится кнопка включения подающего механизма.
Подача электродной проволоки вперед и назад осуществляется переключением пакетного переключателя.
В полуавтоматах для сварки в защитном газе одновременно с пуском электродвигателя срабатывает реле для автоматического включения газового клапана. При этом начинается подача электродной проволоки и газа. При размыкании сварочной цепи реле обесточивается и размыкает свои контакты. Подача электродной проволоки и газа прекращается.
Электродвигатель для подачи сварочной проволоки подключается чаще всего к источнику питания сварочного тока или к сети через понижающий трансформатор 380/36 B.
Полуавтоматы подразделяют по назначению на: стационарные, где в одном корпусе смонтированы все части аппарата вместе с источником питания; передвижные, где механизм подачи и катушка с проволокой размещены на тележке; переносные, где механизм подачи и катушка с проволокой максимально облегчены; ранцевого типа - для сварки в условиях монтажа и специализированные - для выполнения определенных операций.
Похожие статьи
-
В настоящее время широкое применение получили полуавтоматы для сварки в защитных газах А-547У, А-929С, А-537У, А-537Р, А-1230 и др. Технические данные...
-
Технология полуавтоматической сварки - Электрическая дуговая сварка на полуавтоматах
При электродуговой полуавтоматической сварке используют защитные газы. В качестве защитных используются активные газы, т. е. такие, которые могут...
-
Расположение подающего механизма - Электрическая дуговая сварка на полуавтоматах
Для полуавтоматической сварки применяются шланговые полуавтоматы толкающего типа (рис. 135) и тянущего типа (рис. 136). Тип полуавтомата определяется...
-
1. Руководствоваться правилами безопасности труда. Перед пуском сварочного полуавтомата необходимо проверить исправность пускового устройства...
-
Введение - Электрическая дуговая сварка на полуавтоматах
Сварка - это один из ведущих технологических процессов обработки металлов. Большие преимущества сварки обеспечили ее широкое применение в народном...
-
Виды сварки, Электрическая дуговая сварка - Виды сварки и способы их применения
Электрическая дуговая сварка При электрической дуговой сварке нагрев метала осуществляется дугой. При устойчивом длительном протеканий тока через...
-
Ручная дуговая сварка металлическими электродами с покрытием Качество швов зависит не только от техники сварки, но и от других факторов, таких как состав...
-
Моя практика проходила в сварочном цехе. Цех ИТЦ (рашифровать) сварочный специализируется на изготовлении трубопроводов для обвязки газокомпрессорных...
-
Наиболее широко используется при изготовлении всевозможных сварных конструкций. В зависимости от материала сварной конструкции, ее габаритов, толщины...
-
В электропечи можно получать легированную сталь с низким содержанием серы и фосфора, неметаллических включений, при этом потери легирующих элементов...
-
1) Подготовка деталей на сборку и сварку. Все детали, поступающие на сборку, должны быть изготовлены в соответствие с чертежами, отклонения от плоскости...
-
Сварка плавлением - Сварочное производство. Сварка плавлением
Дуговая сварка Источником теплоты является электрическая дуга, которая горит между электродом и заготовкой. Сварочной дугой называется мощный...
-
Техника и режимы аргонодуговой сварки - Аргонодуговая сварка алюминия
Питание дуги осуществляется переменным током от источников с падающими внешними характеристиками. Перед тем как приступить к сварке, необходимо как можно...
-
IC-4/6-A Статороскобирующий станок с четырьмя головками позволяет скобировать пакеты высотой до 152 мм. Отличительной чертой данного станка является его...
-
Резюме - Технология сборки и сварки передней рамы фронтального погрузчика МоАЗ 40484
В результате анализа базового варианта технологического процесса сборки и сварки передней рамы фронтального погрузчика МоАЗ 40484 был выявлен ряд...
-
Где Г - генератор; ССУ - схема синхронизации и управления; УР - управление режимом; СС и У - сигналы синхронизации и управления; МП - микропроцессор;...
-
Электрическая (конденсаторная) сварка - это вид сварки, являющийся наиболее массовым и распространенным при изготовлении вводов. Автомат электросварки...
-
Введение, Устройство дуговых электропечей. - Производство стали
В электропечи можно получать легированную сталь с низким содержанием серы и фосфора, неметаллических включений, при этом потери легирующих элементов...
-
Хотя габаритные размеры всех трех холодильников почти одинаковые, однако сильно отличается объем холодильной камеры и морозильного отделения. Таблица...
-
Электрическая контактная сварка - Развитие сварочного производства
По форме выполняемых соединений различают три основных вида контактной сварки: стыковую, точечную и шовную или роликовую. При стыковой сварке через стык...
-
Инструменты и принадлежности электросварщика. - Характеристика процесса сварки
К инструментам и принадлежностям электросварщика относятся электрододержатель, щиток или маска, специальный молоток с зубилом, стальная щетка,...
-
Сварочную проволоку выбирают в соответствии с химическим составом основного металла. Химический состав основного металла и металла шва должны быть...
-
Выбор стандартного оборудования Автомат тракторного типа АДГ-602 ГОСТ 8213-75 Автомат предназначен для дуговой сварки протяженных швов в нижнем положении...
-
В проектируемом варианте при производстве передней рамы фронтального погрузчика МоАЗ 40484 используется механизированная сварка. Режимы сварки плавящимся...
-
Наибольшие пусковые ток и момент определяются из условий: I Пуск =(1,5ч2)-I Н =2- I Н =2-37=74 А; М Пуск =с- I Пуск =2,17-74=160,44 Н-м. Ток и момент...
-
Электрошлаковая сварка - Виды сварки и способы их применения
Этот способ широко используют в промышленности для соединения металлов повышенной толщины: стали и чугуна различного состава, меди, алюминия, титана и их...
-
Устройство управления и синхронизации - Электрическая структурная схема микропроцессорной системы
Базовым интервалом времени, на котором основана синхронизация работы всего микроконтроллера, является машинный цикл. Машинный цикл имеет фиксированную...
-
Выбор режима ручной дуговой сварки часто сводится к определению диаметра электрода и сварочного тока. Скорость сварки и напряжение на дуге...
-
Общие сведения о дефектах Дефекты в сварных соединениях могут быть вызваны плохим качеством сварочных материалов, неточной сборкой и подготовкой стыков...
-
ВВЕДЕНИЕ - Техника сборки и сварки трубы с тройником и заглушкой
Сварка труба шов Один из основных путей совершенствования технологии сварки связан с переходом на компьютерное регулирование сварочного процесса. Там,...
-
Устройство машин - Значение электрических машин в Российской Федерации
Как уже указывалось, электрическая машина постоянного тока конструктивно состоит из магнитной системы, создающей магнитное поле, и вращающегося в...
-
Выбор сварочного оборудования производим исходя из условий обеспечения оптимального процесса сварки проволокой диаметра 1,6 мм марки Св-08ГС в Ar + СО2,...
-
Проверка наружного и внутреннего состояния электроприводов, измерение тока и напряжения на электродвигателе, промывка фрикцион-ного сцепления и замена...
-
Техника сварки - Технология сварки трубных конструкций из низколегированной стали
Изделия чаще собирают на сварочных прихватках. Сварочные прихватки представляют собой неполноценные короткие швы с поперечным сечением до 1/3 сечения...
-
Выбор режима сварки - Технология сварки трубных конструкций из низколегированной стали
Режимом сварки называется группа показателей, определяющих характер протекания процесса сварки. Основными показателями режима сварки являются: диаметр...
-
ТАЛЕВАЯ СИСТЕМА, НАЗНАЧЕНИЕ, СХЕМЫ И УСТРОЙСТВО - Буровое оборудование
НАЗНАЧЕНИЕ, СХЕМЫ И УСТРОЙСТВО В процессе проводки скважины подъемная система выполняет различные операции. В одном случае она служит для проведения СПО...
-
Стенд предназначен для сборки и сварки встык листового материала толщиной до 15 мм. Общий вид стенда показан на рис. 2.9.3. Стенд состоит из следующих...
-
ОХРАНА ТРУДА И ОКРУЖАЮЩЕЙ СРЕДЫ - Техника сборки и сварки трубы с тройником и заглушкой
Сварочные работы относят к категории работ с повышенной степенью опасности, что обусловливает строгие требования к организации рабочих мест, обслуживанию...
-
Сварка в смеси углекислого газа с кислородом При изготовлении и монтаже резервуарных конструкций основным способом сварки является сварка в среде...
-
Целью анализа литературы и патентов является поиск более перспективных и современных материалов, оборудования и других более совершенных изобретений для...
Устройство полуавтомата - Электрическая дуговая сварка на полуавтоматах