Особенности конструкции полуавтоматов, Технические данные некоторых шланговых полуавтоматов - Электрическая дуговая сварка на полуавтоматах
В настоящее время широкое применение получили полуавтоматы для сварки в защитных газах А-547У, А-929С, А-537У, А-537Р, А-1230 и др. Технические данные некоторых шланговых полуавтоматов даны в табл. 50.
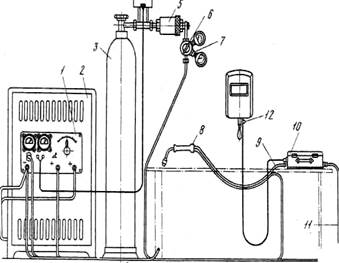
Рис. 137. Общая схема установки полуавтомата А-547У для сварки в защитном газе: 1 - пульт управления, 2 - источник питания дуги и электромотора полуавтомата, 3 - баллон с газом, 4-электроподогреватель газа, 3-осушитель газа, 6-редуктор, 7-расходомер, 8-горелка, 9-шланг для подачи проволоки, 10-чемодан с подающим механизмом и катушкой для проволоки, 11 - сварочный провод, 12-кнопка "Пуск" для подачи напряжения от источника питания для дуги и мотора полуавтомата, находящаяся на щитке сварщика.
Технические данные некоторых шланговых полуавтоматов
|
Полуав-томат |
Защита зоны сварки |
Диаметр сварочной проволокимм |
Сварочный ток при ПВ = 65°<", А |
Скорость подачи проволоки, м/ч |
Га, м |
Масса меха-низма пода чи, кг |
Тип |
|
Полу |
Автоматы толкающего типа | ||||||
|
А-547У |
Углекислый газ |
0,8-1,2 |
200 |
100-250 |
|
6 |
Переносный |
|
А-1230М |
0,8-1,2 |
315 |
140-670 |
3,0 |
11 |
" | |
|
ПДГ-301 |
0,8-1,2 |
300 |
180-720 |
3,0 |
6 |
" | |
|
ПДГ-302 |
Углекислый газ- |
0,8-2,0 |
300 |
180-720 |
3.0 |
5 |
Ранцевый |
|
ПДГ-304 |
0,8-1,6 |
300 |
180-720 |
3,0 |
7 |
" | |
|
А-537У |
1,6-2,0 |
520 |
80-600 |
3,5 |
25 |
Переносный | |
|
А-1035М |
Углекислый газ и флюс или порошковая проволока |
1,6-3,5 |
540 |
58-580 |
3,5 |
25,5 |
Пере- Движной |
|
А-765 |
Без защиты |
1,6-2,0 |
450 |
58-580 |
3,5 |
- 52 | |
|
А-1114М |
То же |
1,6-2,0 |
500 |
106-428 |
2,5 |
10,5 |
Переносный |
Полуавтоматы шпулечного типа
ПШП-31 Углекислый газ и 0,4-0,8 120 300-1000 - 0.8
АргонПДА-180-2 Аргон 1,0-1,2 180 180-660 - 0.95
Полуавтоматы тянущего типа
ПШП-10 Аргон 1,0-2,5 300 160-650 1.7
Полуавтоматы тянуще-толкающего типа
ПДА-300 Аргон 1,6-2,0 300 120-420 10.4
Полуавтомат А-547У позволяет сваривать сталь толщиной 0,8 мм и выше и угловые швы с катетом 1-7 мм в различных пространственных положениях. Он состоит (рис. 137) из легкого чемодана с подающим механизмом и катушкой для проволоки и пульта управления, смонтированного вместе с источником питания. Подача проволоки плавно регулируется изменением скорости электродвигателя постоянного тока и сменой подающих роликов. Особенностью полуавтомата является питание электродвигателя и других цепей управления (подогреватель газа, контактор) от источника сварочного тока (рис. 138).
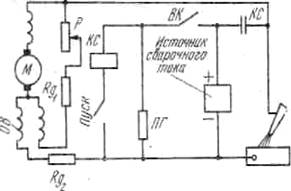
Рис. 138. Электрическая схема полуавтомата А-547У: КC-контактор силовой, Р-реостат для регулирования скорости подачи проволоки, , КД2-постоянные сопротивления, ПГ-электроподогреватель газа, ВК-выключатель всей аппаратуры полуавтомата, "Пуск"- кнопка на щитке сварщика, ОВ-обмотка возбуждения мотора
Перед началом сварки выключателем ВК производится подключение всей аппаратуры полуавтомата. После нажатия кнопки "Пуск", расположенной на щитке сварщика, замыкается цепь катушки силового контактора, срабатывает контактор и на горелку, подается сварочное напряжение источника питания; одновременно включается двигатель механизма подачи проволоки, и она начинает подаваться в зону дуги. Процесс сварки продолжается, пока замкнута кнопка "Пуск". При отпускании кнопки "Пуск" процесс сварки прекращается.
Полуавтомат А-547У снабжается легкой горелкой для сварочной проволоки 0,8-1,0 мм (рис. 139) массой 120 г, со шлангом длиной 1,2 м и тяжелой горелкой - для проволоки 1,2-1,4 мм. Газ подводится по отдельной трубке, присоединенной к штуцеру.
Вылет электродной проволоки (расстояние между точкой подвода сварочного тока к проволоке и изделием) обычно равняется :
Диаметр проволоки, мм 0.5 0.8 1.0 1.2 1.6 2.0
Вылет, мм 5-8 6-12 7-13 8-15 13-20 15-25
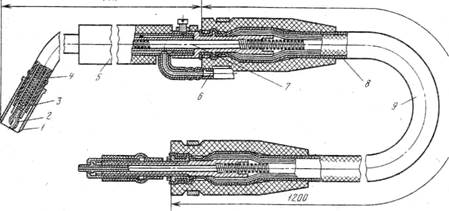
Рис. 139. Горелка легкого типа полуавтомата А-547У:1 - сопло, 2-токоподвод, 3-отверстия выхода газа, 4-спираль, 5-ручка, 6-подвод газа, 7-зажим держателя, 8-токоподводящая оплетка, 9-шланг для подачи проволоки и сварочного тока.
Если вылет сварочной проволоки больше указанного, то увеличивается разбрызгивание электродного металла и нарушается процесс сварки; если вылет меньше, то подгорает наконечник.
Сварка в различных положениях шва в пространстве производится на разных режимах. При переходе от нижних к вертикальным швам режим (напряжение и скорость подачи проволоки) следует уменьшать. Частое изменение режима сварки вручную отрывает сварщика и занимает много времени, поэтому некоторые полуавтоматы комплектуются устройствами для дистанционного управления режимом сварки. Устройство для дистанционного переключения режима делает полуавтомат удобным и для операций начала и окончания сварки.
К двухрежимным относится шланговый полуавтомат А-929С. В процессе работы переключение режимов производится нажатием кнопки, расположенной на горелке полуавтомата.
Полуавтомат ПДПГ-500 для сварки в углекислом газе проволокой диаметром от 0,8 до 2 мм комплектуется так же, как полуавтомат Д-547У. Полуавтомат снабжается двумя сварочными горелками: легкого типа, охлаждаемой защитным газом и предназначенной для сварки на токах до 150 А, и тяжелого типа - охлаждаемой водой, для сварки на токах до 500 А.
Серийно выпускаются универсальные полуавтоматы А-765, А-1035М, А-1197П и др.
Электрокинематическая схема полуавтомата А-765 для сварки порошковой проволокой представлена на рис. 140.
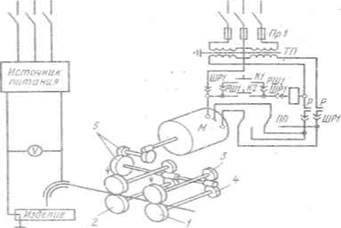
Рис. 140. Электрокинематическая схема шлангового полуавтомата А-765:/-ролик прижимной, 2-ролик ведущий, 3, 4-червячные колеса, 5 - сменные шестерни, Пр1 - предохранитель, ТП - трансформатор понижающий, К1 - кнопка пусковая для наладочных операций, К2-кнопка пусковая при сварке, Р-промежуточное реле, ПП-пакетный переключатель, РШ1 - штепсельная розетка, ШР1 - штепсельный разъем. М-электродвигатель.
Для лучшей подачи порошковой проволоки, обладающей малой жесткостью, механизм подачи снабжен двумя парами подающих роликов, что позволяет снизить давление на проволоку.
Унифицированный полуавтомат А-1197 предназначен для сварки сплошной проволокой диаметром 1,6-2 мм и порошковой диаметром до 3,5 мм на токах до 500 А. Кроме универсальных полуавтоматов промышленность выпускает полуавтоматы специального назначения, например для сварки в монтажных условиях.
Полуавтомат А-1114 для сварки в монтажных условиях (рис. 141)
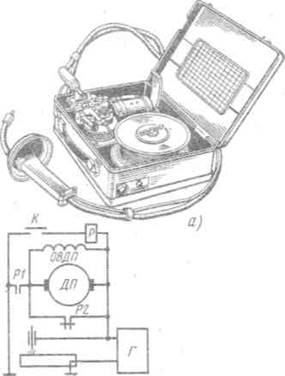
Б )
Рис. 141. Полуавтомат А-Ш4: а-внешний вид, б-электрическая схема; ДП-двигатель подачи проволоки, ОВДП - обмотка возбуждения двигателя подачи, К - кнопка включения полуавтомата (на рукоятке горелки), Р-реле для включения нормально открытого контакта Р1 и для выключения нормально закрытого контакта Р2 в цепи двигателя, Г-преобразователь сварочный.
Построен по упрощенной схеме; он обладает легкостью и компактностью, механизм подачи и катушка с проволокой расположены в чемодане.
Полуавтомат ранцевого типа ПДГ-304 (рис. 142) предназначен для сварки в монтажных условиях. Он снабжен ранцевыми ремнями для переноски его на спине. Такая компоновка полуавтомата позволяет пользоваться коротким шлангом, что повышает равномерность подачи проволоки. Масса механизма подачи 7 кг.
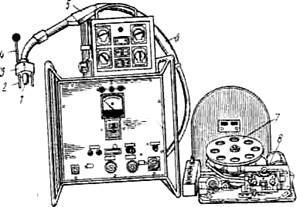
Рис. 142. Полуавтомат ПДГ-304 ранцевого типа: 1-сопло, 2-упор, 3-приставка, 4-рукоятка, 5-горелка, 6-шланг, 7-катушка, 8-механизм подачи
Кроме специализированных заводов, выпускающих сварочные полуавтоматы, некоторые организации страны изготовляют их по модернизированным схемам. Например, в институте "Оргэнергострой" разработан полуавтомат типа ПМП для сварки порошковой проволокой в условиях открытой строительно-монтажной площадки. Масса полуавтомата равна 10 кг, в том числе масса механизма подачи проволоки вместе с кассетой и пультом управления - 7 кг. Особенностью конструкции этого полуавтомата является отсутствие шкафа управления, что выгодно отличает его от других полуавтоматов, имеющих довольно громоздкие и тяжелые шкафы управления.
Похожие статьи
-
Устройство полуавтомата - Электрическая дуговая сварка на полуавтоматах
В сварочном автомате механизированы две основные операции процесса сварки - подача сварочной проволоки в зону дуги и перемещение дуги по линии шва; в...
-
Технология полуавтоматической сварки - Электрическая дуговая сварка на полуавтоматах
При электродуговой полуавтоматической сварке используют защитные газы. В качестве защитных используются активные газы, т. е. такие, которые могут...
-
Расположение подающего механизма - Электрическая дуговая сварка на полуавтоматах
Для полуавтоматической сварки применяются шланговые полуавтоматы толкающего типа (рис. 135) и тянущего типа (рис. 136). Тип полуавтомата определяется...
-
Моя практика проходила в сварочном цехе. Цех ИТЦ (рашифровать) сварочный специализируется на изготовлении трубопроводов для обвязки газокомпрессорных...
-
У - для сварки углеродистых сталей Д - с толстым покрытием Е - международное обозначение плавящегося покрытого электрода 51 - предел прочности на...
-
1. Руководствоваться правилами безопасности труда. Перед пуском сварочного полуавтомата необходимо проверить исправность пускового устройства...
-
Общие сведения о режиме сварки Режимом сварки называют основные показатели, определяющие процесс сварки, которые устанавливаются на основе исходных...
-
Введение - Электрическая дуговая сварка на полуавтоматах
Сварка - это один из ведущих технологических процессов обработки металлов. Большие преимущества сварки обеспечили ее широкое применение в народном...
-
1) Подготовка деталей на сборку и сварку. Все детали, поступающие на сборку, должны быть изготовлены в соответствие с чертежами, отклонения от плоскости...
-
Исходные данные Исходными данными для проектирования статического преобразователя электрической энергии являются параметры применяемого асинхронного...
-
Общие сведения о дефектах Дефекты в сварных соединениях могут быть вызваны плохим качеством сварочных материалов, неточной сборкой и подготовкой стыков...
-
IC-4/6-A Статороскобирующий станок с четырьмя головками позволяет скобировать пакеты высотой до 152 мм. Отличительной чертой данного станка является его...
-
Техника сварки - Технология сварки трубных конструкций из низколегированной стали
Изделия чаще собирают на сварочных прихватках. Сварочные прихватки представляют собой неполноценные короткие швы с поперечным сечением до 1/3 сечения...
-
Выбор режима сварки - Технология сварки трубных конструкций из низколегированной стали
Режимом сварки называется группа показателей, определяющих характер протекания процесса сварки. Основными показателями режима сварки являются: диаметр...
-
Выпрямитель многопостовой сварочный типа ВДМ, предназначен для питания сварочных постов электрической сварочной дугой, постоянным током при ручной...
-
В проектируемом варианте при производстве передней рамы фронтального погрузчика МоАЗ 40484 используется механизированная сварка. Режимы сварки плавящимся...
-
Организация рабочего места Для выполнения сборочно-сварочных работ необходимо наличие средства индивидуальной защиты подразделяют согласно ГОСТ 12.4.011...
-
Электробезопасность - Сварка вертикальных швов стенки резервуара для хранения нефтепродуктов
Все электрооборудование сварочных участков должно соответствовать "правилам устройства электроустановок и действующим ГОСТам: ГОСТ 12.2.007-75, ГОСТ...
-
Сварка в смеси углекислого газа с кислородом При изготовлении и монтаже резервуарных конструкций основным способом сварки является сварка в среде...
-
Техника и режимы аргонодуговой сварки - Аргонодуговая сварка алюминия
Питание дуги осуществляется переменным током от источников с падающими внешними характеристиками. Перед тем как приступить к сварке, необходимо как можно...
-
Источники питания для сварки, Сварочные трансформаторы - Развитие сварочного производства
Источники питания могут быть подразделены на две группы: источники питания переменным током (сварочные трансформаторы) и источники питания постоянным...
-
ВВЕДЕНИЕ - Техника сборки и сварки трубы с тройником и заглушкой
Сварка труба шов Один из основных путей совершенствования технологии сварки связан с переходом на компьютерное регулирование сварочного процесса. Там,...
-
Сварочную проволоку выбирают в соответствии с химическим составом основного металла. Химический состав основного металла и металла шва должны быть...
-
Виды сварки, Электрическая дуговая сварка - Виды сварки и способы их применения
Электрическая дуговая сварка При электрической дуговой сварке нагрев метала осуществляется дугой. При устойчивом длительном протеканий тока через...
-
Введение - Технология сварки трубных конструкций из низколегированной стали
История развития сварочного производства В решение задач научно-технического прогресса важное место принадлежит сварке. Сварка является технологическим...
-
Наиболее широко используется при изготовлении всевозможных сварных конструкций. В зависимости от материала сварной конструкции, ее габаритов, толщины...
-
Резюме - Технология сборки и сварки передней рамы фронтального погрузчика МоАЗ 40484
В результате анализа базового варианта технологического процесса сборки и сварки передней рамы фронтального погрузчика МоАЗ 40484 был выявлен ряд...
-
Выбор стандартного оборудования Автомат тракторного типа АДГ-602 ГОСТ 8213-75 Автомат предназначен для дуговой сварки протяженных швов в нижнем положении...
-
Назначение и описание Установка предназначена для переплава расходуемого электрода в неохлаждаемом тигле под слоем шлака с последующей разливкой жидкого...
-
В качестве электрической схемы генератора тактовых импульсов выберем мультивибраторный вариант его построения на биполярных транзисторах, которые...
-
Целью анализа литературы и патентов является поиск более перспективных и современных материалов, оборудования и других более совершенных изобретений для...
-
В электропечи можно получать легированную сталь с низким содержанием серы и фосфора, неметаллических включений, при этом потери легирующих элементов...
-
Описание конструкции Для улучшения адгезии и герметизации корня разделки кабеля используется высокоадгезивный герметик - заполнитель белого цвета. Корень...
-
Анализ конструкции (объекта дипломного проектирования) на предмет снижения ее массы, применения новых материалов, совершенствования конструктивных...
-
Ручная дуговая сварка металлическими электродами с покрытием Качество швов зависит не только от техники сварки, но и от других факторов, таких как состав...
-
На основании сделанного анализа различных схем электропривода целесообразно взять схему электропривода механизма подъема электропривода с фазным ротором...
-
Введение - Электрические машины постоянного тока
Электрические машины постоянного тока широко применяются в различных отраслях промышленности. Значительное распространение электродвигателей постоянного...
-
Техника газовой сварки - Технологии сварочного производства
Качество сварочного соединения зависит от правильного выбора режима и техники выполнения сварки. При ручной сварки пламя горелки направляют на...
-
Данные по эксплуатационным характеристикам судна Среднее расстояние, проходимое судном за рейс, L: L ? 2309,00 миль - задано по условию. Годовая...
-
Домкрат (от голл. dommekracht) - механизм для подъема тяжелых штучных грузов при выполнении ремонтных, монтажных или погрузочно-разгрузочных работ....
Особенности конструкции полуавтоматов, Технические данные некоторых шланговых полуавтоматов - Электрическая дуговая сварка на полуавтоматах