Экструзия - Технологические процессы производства изделий из поливинилхлорида
Расплавленный пластик при определенных условиях выдавливают через выходное отверстие головки экструдера, что и придает желаемый профиль экструдату. Схема простейшей экструзионной машины показана на рис.5.
В этой машине порошок или гранулы компаундированного пластического материала загружают из бункера в цилиндр с электрическим обогревом для размягчения полимера. Спиралевидный вращающийся шнек обеспечивает движение горячей пластической массы по цилиндру. Поскольку при движении полимерной массы между вращающимся шнеком и цилиндром возникает трение, это приводит к выделению тепла и, следовательно, к повышению температуры перерабатываемого полимера. В процессе этого движения от бункера к выходному отверстию головки экструдера пластическая масса переходит три четко разделенные зоны: зону загрузки (а), зону сжатия (б) и зону гомогенизации (в) (см. рис 5).
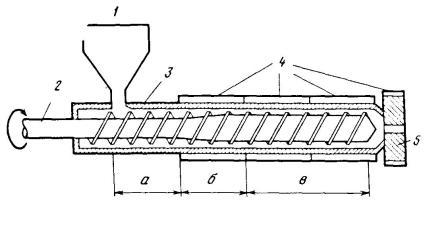
Рис 5. Схематическое изображение простейшей экструзионной машины: 1 -- загрузочная воронка; 2 - шнек; 3 - основной цилиндр; 4 -- нагревательные элементы; 5 -- выходное отверстие головки экструдера, а -- зона загрузки; б -- зона сжатия; в - зона гомогенизации.
Каждая из этих зон вносит свой вклад в процесс экструзии. Зона загрузки, например, принимает полимерную массу из бункера и направляет ее в зону сжатия, эта операция проходит без нагревания. В зоне сжатия нагревательные элементы обеспечивают плавление порошкообразной загрузки, а вращающийся шнек сдавливает ее. Затем пастообразный расплавленный пластический материал поступает в зону гомогенизации, где и приобретает постоянную скорость течения, обусловленную винтовой нарезкой шнека. Под действием давления, создаваемого в этой части экструдера, расплав полимера подается на выходное отверстие головки экструдера и выходит из него с желаемым профилем. Из-за высокой вязкости некоторых полимеров иногда требуется наличие еще одной зоны, называемой рабочей, где полимер подвергается воздействию высоких сдвиговых нагрузок для повышения эффективности смешения. Экструдированный материал требуемого профиля выходит из экструдера в сильно нагретом состоянии (его температура составляет от 125 до 350°С), и для сохранения формы требуется его быстрое охлаждение. Экструдат поступает на конвейерную ленту, проходящую через чан с холодной водой, и затверде-вает. Для охлаждения экструдата также применяют обдувку холодным воздухом и орошение холодной водой. Сформованный продукт в даль-нейшем или разрезается или сматывается в катушки.
Процесс экструзии используют для покрытия проволок и кабелей поливинилхлоридом.
Похожие статьи
-
В данном разделе курсовой работы будет рассмотрен технологический процесс производства профилей из поливинилхлорида экструзионным методом. Он является...
-
Литье под давлением - Технологические процессы производства изделий из поливинилхлорида
Наиболее удобным процессом для производства изделий из ПВХ является процесс литья под давлением. Несмотря на то что стоимость оборудования в этом...
-
Ротационное литье - Технологические процессы производства изделий из поливинилхлорида
Полые изделия получают в процессе, называемом "ротационное литье". Компаунд термопластического материала в виде мелкого порошка помещают в полую форму....
-
Проведение испытаний качества хлеба - Технологический процесс производства хлеба
Пищевой биологический технология качество хлеб Дефекты хлеба обусловлены различными причинами: качеством основного и вспомогательного сырья, нарушением...
-
Прямое прессование - Технологические процессы производства изделий из поливинилхлорида
Метод прямого прессования широко используется для производства изделии из термореактивных материалов. На рис.2 представлена типич-ная пресс-форма,...
-
В качестве примера производственной линии (рис.13) взята технологическая линия предназначена для производства профилей и панелей ПВХ шириной до 110 мм....
-
Сырье поступает на предприятие автотранспортом, разгружается в цехе кран-балкой и складируется на отведенных для складирования местах в отделении...
-
Механизация и автоматизация технологических процессов Технология переработки полимеров - это область науки и техники, изучающая процессы, предназначенные...
-
В данной курсовой работе будут рассмотрены технологические процессы производства изделий из поливинилхлорида. Поливинилхлорид -- один из наиболее...
-
Особенности производства ювелирных изделий, Основные процессы - Ювелирное дело
Основные процессы Производство является одним из важнейших факторов, влияющих на формирование потребительских свойств и качество ювелирных изделий. Одна...
-
Выбор материала изделия. Обоснование катетов сварных швов Материал изделия для изготовления сварной конструкции, необходимо выбирать в зависимости от...
-
Т. к. партия изготовляемых деталей составляет 400шт. Производство не крупносерийное; материал детали не литейная сталь, в исключительных случаях...
-
Производство чугуна - Разработка технологического процесса изготовления детали "зубчатое колесо"
Материалы, применяемые в доменном производстве Для выплавки чугуна в доменных печах используют железные руды, топливо и флюсы. Железные руды Содержат...
-
Высокого качества производимой продукции можно добиться внедрением в производство нового эффективного оборудования, различных методов...
-
В таблице приведено содержание пищевых веществ (калорийности, белков, жиров, углеводов, витаминов и минералов) на 100 г съедобной части. Калорийность...
-
Описание технологического процесса - Промышленное производство мелкодисперсной фракции дерева
Как правило, сырьем для МДФ служит щепа, которую можно изготовлять непосредственно в цехе или привозить со стороны. До подачи в производство щепу...
-
Армирование. - Технологические процессы производства изделий из поливинилхлорида
При армировании пластической матрицы высокопрочным волокном получают системы, называемые "армированные волокном пластики" (АВП). АВП обладают весьма...
-
Этот нежный, слегка кисловатый молочный продукт издавна пользуется в нашей стране большой популярностью. И не мудрено - творог питателен, вкусен,...
-
Пожары на конвейерных линиях представляют большую опасность для работающих и могут причинить огромный материальный ущерб. К основным причинам пожаров,...
-
Pointek ULS 200 - это бесконтактный ультразвуковой сигнализатор уровня с двумя точками переключения для регистрации уровня сыпучих веществ, жидкостей и...
-
Датчик Скорости MD-256 изображенный на рисунке 4.4 предназначен для работы с конвейерами. Рисунок 4.4 - Датчик Скорости MD-256 Он передает сигнал на...
-
Формование листовых термопластов является чрезвычайно важным процессом для производства трехмерных изделий из поливинилхлорида. Схема этого процесса...
-
Сырье для экструзии профилей. - Технологические процессы производства изделий из поливинилхлорида
Исходное сырье ПВХ получают в виде мелкого белого порошка. Для того, чтобы его переработать в изделие с определенными эксплуатационными качествами, по...
-
Технологический процесс производства творога Творог - белковый кисломолочный продукт. Его изготовление происходит путем сквашивания культурами...
-
Технологический процесс сортирующего гидроразбивателя - Производство бумаги
На рисунке 1 показан сортирующий гидроразбиватель. После роспуска в основном гидроразбивателе макулатурная масса под давлением подается тангенциально в...
-
Краткое описание объекта производства и технологического процесса Шестерня применяется при изготовлении электронной техники. Материалом для изготовления...
-
Шаньга Сибирская ГОСТ 24557-89 Сдоба Сибирская ГОСТ 24557-89 (18) Где:- часовая производительность печи, кг - продолжительность храрнения продукции на...
-
Отрицательным последствием осуществления фасовки творога вручную является достаточно высокая погрешность, которая составляет от 3% до 15% в сторону...
-
Сертификация - Технологический процесс производства хлеба
Сертификация хлебобулочных изделий предполагает получение хлебного сертификата. Самая популярная классификация хлеба по составу: - ржаной хлеб (ГОСТ...
-
Инструмент и оборудование для прокатки Инструментом прокатки являются валки , которые в зависимости от прокатываемого профиля могут быть гладкими (рис....
-
Так как деталь средних размеров, то применение методов пластического деформирования (штамповки, ковки и так далее) не снизит количества механической...
-
Системы оценки качества хлеба - Технологический процесс производства хлеба
В зависимости от вида муки хлеб бывает ржаной, ржано-пшеничный и пшеничный. По рецептуре теста хлеб подразделяют на простой, улучшенный и сдобный. По...
-
Производство стали - Разработка технологического процесса изготовления детали "зубчатое колесо"
Сущность процесса Основными материалами для производства стали являются передельный чугун и стальной лом (скрап). Содержание углерода и примесей в стали...
-
Основные технологические процессы изготовления бумаги - История бумаги и ее производство
Технологический процесс изготовления бумаги (картона) включает следующие основные операции: аккумулирование бумажной массы; разбавление ее водой до...
-
Металлургический расчет Расчет шихты для выплавки 45 %-ного ферросилиция Расчет ведется на 100кг кварцита. Принимаем следующие распределение элементов...
-
Технологический процесс производства хлеба - Технологический процесс производства хлеба
Испокон веков выпекание хлеба требовало от пекаря особого мастерства, терпеливости и старания. Невзирая на бурное развитие передовых приемов переработки,...
-
ПОНЯТИЕ СВОБОДНОЙ КОВКИ - Основные технологические процессы механообрабатывающих производств
Свободную ковку заготовок разделяют на ручную и машинную. Ручную ковку производят на наковальне, при этом по поковке удары наносят кувалдой. Машинную...
-
Производственный и технологические процессы основного производства машиностроительного предприятия Вопросы по теме Производственный процесс и принципы...
-
Анализ условий труда Анализ условий труда на участке производства поролона, приводит к заключению о потенциальной опасности данного участка. Суть...
-
Описание ассортимента изделий Таблица 2.1 - Описание и характеристика изделий № Ноименование изделий Номер ГОСТа или ТУ Выход, % Физико-химические...
Экструзия - Технологические процессы производства изделий из поливинилхлорида