Анализ существующих методов, Проволочные методы - Проектирование гибкого полиимидного носителя для высоковольтного драйвера газоразрядного экрана
Проволочные методы
Соединения проволокой является в настоящее время, к сожалению, пока наиболее распространенным способом монтажа ИМС. Рассмотрим особенности этого способа.
Присоединение проволочных выводов
Монтажные операции, связанные с присоединением выводов, осуществляются, во-первых, для создания внутрисхемных соединений при монтаже кристаллов на подложках гибридных пленочных микросхем и микросборок (контактная площадка кристалла при этом соединяется с контактной площадкой подложки с помощью перемычки или непосредственно); во-вторых, для коммутации контактных площадок кристалла ИМС или периферийных контактов гибридных микросхем и микросборок с внешними выводами корпуса.
Выводы можно присоединять микросваркой или пайкой.
С помощью пайки получают ремонтопригодные соединения. В то же время, паяное соединение характеризуется относительно большой плоскостью и сам процесс низкой производительностью, возможно растворение материала перемычек и пленочных контактов в расплавленном припое; воспроизводимость параметров соединений не высока. В связи с этим применение пайки для присоединения выводов ограничено.
Рис. 1
При микросварке, соединение может быть получено за счет плавления и давления. Микросварка плавлением основана на сильном локальном нагреве и ускоренной взаимной диффузии соединяемых материалов. Возможность образования при этом хрупких интерметаллических соединений и ухудшение адгезии тонких металлических пленок к подложке ограничивает применение этого метода.
Наиболее широко применяют разновидности микросварки давлением, при которых соединение формируется в твердой фазе за счет сжатия поверхностей и нагрева. Это обусловлено возможностью управления параметрами процесса, его механизации и автоматизации, высоким качеством и воспроизводимостью параметров соединения. При микросварке давлением, формы и размеры сварной точки строго определены рабочей частью инструмента и площадью получаемого соединения.
В качестве выводов используют проволоку крупного сечения из золота или алюминия. Применяемая золотая проволока марки Зл 999.9 имеет диаметр 25-60 мкм. и относительное удлинение 10%. Недостатками такой проволоки являются высокая стоимость, большой удельный вес, снижающаяся стойкость к вибрациям и ударным нагрузкам, невысокое сопротивление разрыву (для отоженной проволоки около 120 Н/Кв. мм) и возможность образования при неблагоприятных условиях с алюминием хрупких и пористых соединений типа AlNAuM.
Использование выводов из чистого алюминия марки А995 также ограничено из-за невысокой прочности (для мягкой проволоки около 75 Н/Кв. мм), что вынуждает увеличивать диаметр проволоки до 100 мкм. и приводит к увеличению площади проектируемых контактов. Лучшие характеристики имеет проволока из алюминий-кремниевого сплава А999К09 и АК09П, и алюминий-магниевого сплава АМ208, прочность которых, в отоженном состоянии достигает 450 Н/Кв. мм. при относительном удлинении до 4%. Проволоку выпускают в диапазоне диаметров: 27-50 мкм. Проволока марки АК09П ("прецезионная") имеет допуск на диаметр 1 мкм. и повышенную равномерность механических свойств по длине.
Виды микросварных соединений и инструмента.
Обычно при проволочном монтаже применяются соединения Встык и внахлест.
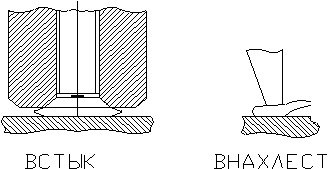
Рис. 2
При отсутствии загрязнений на соединяемых поверхностях прочность соединений зависит от площади контакта. Давление инструмента на проволоку приводит к пластической деформации материала проволоки. Однако, при этом снижается прочность проволоки в месте перехода от деформируемого участка к недеформированному. При механических воздействиях здесь возникает концентрация напряжений. В связи с этим сварку проволочных выводов внахлест целесообразно выполнять с переменной по длине сварки деформацией проволоки. Это достигается наклоном инструмента на несколько градусов в сторону, противоположную формируемой перемычке. Во избежание подреза проволоки кромка инструмента должна быть закруглена. При сварке встык, плавный переход проволоки в деформированную область обеспечивается закруглением или фаской у выхода отверстия инструмента. Площадь контакта соединения зависит от площади рабочего торца инструмента, от диаметра проволоки и степени ее деформации. Размеры сварного соединения в зависимости от этих параметров приведены в таблице 1.
Таблица 1
|
ОСОБЕННОСТИ СОЕДИНЕНИЯ |
Деформация проволоки |
ДИАМЕТР ПРОВОЛОКИ, мкм 20 30 50 100 | |||
|
Внахлест клиновым Инструментом с Шириной торца 2dпр |
|
|
|
|
|
|
То же с шириной торца 3dпр |
|
|
|
|
|
|
Встык капиллярным Инструментом при диаметре шарика (2-2.5)dпр |
|
|
|
|
|
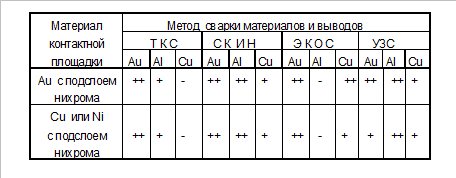
P. S. Размеры без скобок обозначает длину сварного соединения, а в скобках - ширину сварного соединения. В зависимости от материала вывода и контактной площадки используют термокомпрессионную сварку (ТКС), сварку косвенным импульсным нагревом (СКИН), электроконтактную одностороннюю сварку (ЭКОС) сдвоенным инструментом и ультразвуковую сварку (УЗС). Определяющей тенденцией развития методов микросварки от ТКС до УЗС является локализация зоны нагрева, что уменьшает тепловое воздействие на изделие в целом и повышает воспроизводимость параметров сварного соединения.
Таблица 2
Термокомпрессионная сварка
При термокомпрессионной сварке соединение образуется в твердой фазе в результате нагрева и сжатия соединяемых поверхностей. Пластическая деформация, возникающая в зоне контакта, способствует вытеснению адсорбированных газов и остаточных загрязнений с контактных поверхностей, становится возможным электронное взаимодействие соединяемых материалов, т. е. образование межатомных связей. Получению прочного соединения способствует также ограниченная взаимная диффузия материалов и образования твердых растворов в тонкой приграничной области.
Режим термокомпрессионной сварки характеризуется следующими параметрами:
- 1) Температурой нагрева, обычно равной температуре обжига более пластичного из свариваемых материалов. Температура нагрева не должна превышать температуры эвтектики этих материалов во избежание образования жидкой фазы. Для большинства практических случаев температура в зоне сварки лежит в пределах 300-400С; 2) Давлением инструмента, которое должно обеспечивать деформацию проволоки после ее нагрева в пределах 25-75%. При этом прочность соединения должна составлять не менее 40-50% прочности проволоки на разрыв в исходном состоянии; 3) Временным воздействиям температуры и давления, необходимым для завершения процесса "схватывания" материала.
Предпосылками для получения качественного сварного соединения методом термокомпрессионной сварки являются: высокая пластичность проволоки, а также высокая взаимная диффузия в твердой фазе свариваемых материалов. В соответствии с этим предпочтительными материалами для выводов являются золото и алюминий. При сварке Au и Al в результате взаимной диффузии и нагрева возможно образование интерметаллических соединений (AuAl2, Au2Al? AuAl и др.) некоторые из них хрупкие и рыхлые, что снижает прочность соединений.
Процесс термокомпрессионной сварки реализуется рядом автоматизированных установок, например ЭМ-490Б. В этом автомате подача приборов, определение положения кристалла и присоединение проволочных выводов производится автоматически. Двухкоординатный стол и сварочная головка с приводом от шаговых электродвигателей обеспечивает высокую производительность установки (14000оп./час). Специальный блок распознавания с телевизионным датчиком на базе видеокна, обладающий малыми геометрическими размерами и высокой стабильностью работы, определяют положение кристалла ИС с высокой точностью. Оптическая система обеспечивает быструю смену увеличения линз 1, 2 и 4.
К недостаткам термокомпрессии следует отнести ограниченное количество сочетаний соединяемых материалов, жесткие требования к подложкам, которые должны быть изготовлены из материалов, обладающих малой чувствительностью к термическому удару и хорошей адгезией с напыленными пленками, и ограниченные геометрические размеры соединяемых элементов.
Сварка с косвенным импульсным нагревом
Этот вид микросварки отличается от компрессионной тем, что разогрев рабочей зоны осуществляется только в момент сварки импульсом тока, проходящего непосредственно через инструмент, после приложения давления. Специальная V-образная конструкция инструмента дает возможность сосредоточить выделяющуюся теплоту, передаваемую соединяемым элементам, на его торцевой (рабочей) части. Сопротивление деформации при этом падает под действием приложенного давления, происходит осадка металлического проводника и образование соединения.
Локализация нагрева в зоне соединения существенно уменьшает тепловые воздействия на изделия в целом и позволяет сваривать менее пластичные материалы. В то же время во избежание теплового удара на подложку в зону сварки часто требуется небольшой общий подогрев изделия, т. е. нагрев рабочего столика.
В отличие от термокомпрессии, процесс взаимной диффузии при сварке с косвенным импульсным нагревом играет более существенную роль в обеспечении прочности соединения.
Основными параметрами процесса являются давление и температура нагрева инструмента, а также длительность импульса нагрева. При сварке на ситалловых подложках ориентировочные параметры сварки следующие:
Таблица 3
|
Материал контактной площадки |
Материал вывода и dПР, мкм |
Давление инструмента |
Температ. инструм. |
Длительность Импульса |
Степень деформац. |
|
Au, Al, Cu, Ni |
Au,24-80 |
80-140 |
300-550 |
0.1 -0.5 |
50-60 |
|
Au, Al |
Al,30-100 |
30-80 |
350-550 |
0.1 -0.5 |
60-70 |
|
Au, Cu, Ni |
Cu,30-80 |
150-200 |
400-650 |
0.1 -1.0 |
55-65 |
Для точного дозирования энергии проводимой в зону сварки и уменьшения инертности процесса, используют амплитудно-модулированный импульс тока с несущей частотой от 0.5 до 1.5 кГц. Устройство автоматической стабилизации обеспечивает точность температуры торца инструмента в пределах (2-5)С.
Инерционность процесса определяется охлаждением торца инструмента до исходной температуры, которая влияет на длительность интервала между последовательными циклами сварки. Для соединения внахлест применяют круглый V-образный инструмент с конусной частью. Средний диаметр торца составляет 0.2 мм т. е. (2-3)dПР. Такая форма позволяет выполнить сварные соединения с интервалом до 1с. Плоский V-образный инструмент толщиной 0.2 мм с дополнительными медными теплоотводами уменьшает интервал до 0.5с.
Инструмент изготавливают из ниобиевых теплостойких сплавов (стойкость до 6000 сварных точек) или из твердых сплавов (до 40000 сварных точек).
Сварка сдвоенным электродом является разновидностью контактной сварки, приспособленной к особенностям соединений в микросхемах. Эти особенности предопределяют одностороннее расположение выводов (электродов) и объединение их в жесткую конструкцию с электроизоляционной прослойкой. В зависимости от диаметра проволоки для перемычки (30-150 мкм) длина торца каждого, составляет 20-100 мкм, ширина 80-600 мкм, толщина прокладки 30-220 мкм. Материалом электродов могут быть вольфрам, молибден и др. Материалы прокладок - слюда, синтетический корунд и др. Относительно большие размеры инструмента позволяют сваривать перемычки диаметром до 250 мкм, но требуют при этом соответствующего увеличения контактных площадок.
В процессе сварки перемычка на участке под инструментом является составной частью электрической цепи. Место соединения разогревается за счет тока и выделения теплоты в месте контакта "перемычка-электрод".
Воспроизводимость качества соединения существенно зависит от повторяемости значений электрического сопротивления в месте контакта. Поэтому сварочные установки предусматривают автоматическое регулирование усилия сжатия (3-10 Н) по заданному контактному сопротивлению. Кроме того, целесообразно импульсное воздействие давления: давление включается в момент нагрева почти до максимальной температуры и снижается перед выключением нагревающего импульса тока (600-1000 Гц) и модуляция тока по амплитуде позволяет обеспечить предварительный постепенный прогрев зоны сварки в начале цикла, что исключает тепловой удар на контактную площадку и отжиг материала в сварной точке в конце цикла.
В зависимости от режимов сварки (длительности, мощности и скважности импульсов, а также приложенного давления) могут иметь место следующие механизмы соединения:
- 1) Соединения в твердой фазе в результате рекристаллизации соединяемых материалов и прорастания зерен через поверхность раздела; 2) Соединение ниже температуры рекристаллизации за счет электронного взаимодействия и межатомного сцепления; 3) Соединение в жидкой фазе в результате расплавления при температуре выше эвтектической.
При ультразвуковой сварке соединение металлов в твердой фазе осуществляется путем возбуждения в них упругих колебаний ультразвуковой частоты с одновременным приложением давления. Перед включением УЗ колебаний под действием статически приложенной нагрузки на инструмент, из-за деформации проводника создается некоторая первоначальная площадь контактирования на границе раздела инструмент-проволока и проволока-кристалл.
После включения УЗК в результате активирующего действия ультразвука, снижающего предел текучести алюминия, облегчается пластическая деформация проводника и идет интенсивная осадка его.
Таким образом, УЗК при сварке прежде всего создают условия для быстрого деформирования физического контакта, одновременно с этим происходит активация контактных поверхностей, приводящая к образованию очагов взаимодействия в условиях пластической деформации Al и упругой деформации Si. При осадке алюминиевого проводника окисная пленка на нем растрескивается и в зону контакта выходит чистый алюминий, растекание которого на поверхности кристалла способствует удалению из зоны сварки загрязнений и осколков окисных пленок.
В промышленности широко применяются автоматизированные установки для присоединения по заданной программе проволочных алюминиевых выводов к КП кристалла: ЭМ-4020В, ОЗУМ-12 и т. д.
В отдельных случаях находят применение методы сварки такие как: лазерным и электронным лучом. Преимущества этих способов в чистоте процесса, Возможности выполнения соединения через любую прозрачную среду. Однако эти способы имеют и недостатки: некоторая комбинация металлов вследствии быстрого нагрева и охлаждения в точке соединения становятся хрупкими, а тепловой режим зависит от отражательной способности соединяемых материалов. Способы требуют точного регулирования количества энергии, длительности импульса, пиковой мощности, формы и воспроизводимости импульсов.
Похожие статьи
-
В этой технологии ОВ выполняются на временной подложке, затем присоединяются к концам балочных выводов ленты-носителя, что существенно снижает стоимость...
-
На основании проведенных разработок и исследований можно сделать следующие выводы: 1. Разработан технологический маршрут и технологическая карта операции...
-
Устройства для отображения информации применяются в системах, где информацию требуется представить в форме, удобной для визуального восприятия. Их...
-
Рис 3 : 1 - сформированный шарик из припоя 5%Sn-0.5%Pb; 2 - слой фазового состава Cr+Cu; 3 - стекло; 4 - первоначально осажденный припой; 5 -...
-
Автокад. Общие сведения При проектировании полиимидного носителя для высоковольтного драйвера была использована система AutoCAD 12 for Windows фирмы...
-
Для того, чтобы производить сборку полиимидного носителя с кристаллом необходимо проскрайбировать диск с кристаллами и совершить его ломку....
-
Способы создания ремонтных заготовок С вложением материалов и (или) энергии в исходные заготовки (для обработки под номинальные размеры) Без вложения...
-
Электрическое и магнитное поля рассматривают как квазистатические. Картины электрического и магнитного полей при соответствующих частотах, и картины...
-
Введение - Проектирование терминала для автомобильных перевозок готовой продукции ЗАО "Искра"
При грузовых перевозках автомобильный транспорт участвует практически во всех взаимосвязях производителей и потребителей продукции производственного...
-
Варіанти методів CVD - Фізико-технологічні основи одержання надпровідних плівок для надпровідних ІС
Різноманіття варіантів методу хімічного осадження з газової фази логічно виходить із "класичного" CVD, у якому реакційне середовище формується...
-
Анализ путей решения поставленной задачи Постановка задачи следующая: необходимо в несколько раз повысить пропускную способность магистральной ВОЛС...
-
В настоящей главе анализируются особенности, свойства и характеристики речевых сигналов. Виды шумов акустических помех и искажений, а так же особенности...
-
Общие положения. Остановимся на материалах основных элементов ОК. Профилированный сердечник ОК изготавливают из поливинилхлорида, полиэтилена,...
-
Материалы для изготовления - Пьезоэлектрические датчики
Наиболее перспективным пьезоэлектрическим материалом является пьезокерамика. Возможность использования пьезокерамики в приборостроении и автоматике...
-
Минимальная ширина проводников для ДПП, изготовляемых электрохимическим методом при фотохимическом способе получения рисунка Bmin=b 1min+0,03, (3.2) Где...
-
Процесс перевозки грузов затрагивает большое число участников транспортного процесса и должен рассматриваться комплексно на основе технологии,...
-
Стенд для правки кузовов - Проектирование участка по кузовному ремонту и окраске кузовов
Отличительной чертой особенности стенда является возможность точной установки, крепления верхней опоры телескопической стойки передней подвески и от этих...
-
Анализ характеристик объекта проектирования трудовой деятельности человека, производственной среды Фотоприемное устройство является модулем приемной...
-
Одной из важнейших задач современного производства является внедрение в производственный процесс новейших прикладных компьютерных технологий. Это вызвано...
-
Рецептор - объект, который находится под воздействием электромагнитных помех. Внутри РЭС рецепторами выступают маломощные чувствительные элементы и узлы...
-
Непосредственно процессу программирования ПЗУ должны предшествовать: А) выбор нужного типа микросхемы ПЗУ; Б) подготовка данных в нужной области буфера...
-
При всем многообразии применяемых в производстве ремонтных операций все же многие из них можно сгруппировать в типовые группы с одинаковым...
-
Коэффициент отражения в конце линии: В случае согласования линии связи R Н = Z и стало быть K R = 0! В зависимости от значения R Н и Z меняется знак...
-
1) Японское море: Плошадь - 1,062 млн. км2, Наибольшая глубина - 3742 м (41°20' с. ш. 137°42' в. д.). Северная часть моря зимой замерзает. Климат...
-
Общие сведения Поселок Федоровка находится за удаленной чертой г. Караганды. Так как на балансе нет распределительных сетей, схем распределения, то...
-
Тип редуктора - конический одноступенчатый, с прямозубыми колесами. Материалы зубчатых колес Основным материалом для изготовления зубчатых колес служат...
-
Номенклатура и количество технологического оборудования определяется по Табелю технологического оборудования и справочным данным в зависимости от размера...
-
Цель курсовой работы - экономическое обоснование создания оптимальных условий плавания для работы судов (составов) на внутренних водных путях. Основная...
-
Многогранность структуры авторемонтного производства, выполняемых работ и используемого технологического оборудования предопределяют многообразие видов...
-
В авторемонтном производстве пневмоинструмент находит широкое применение для работ с силовым крепежом, а также для выполнения слесарно-сборочных,...
-
Локализация сигналов методом фильтрации и заземление технических средств
Фильтрация Одним из методов локализации опасных сигналов, циркулирующих в технических средствах и системах обработки информации, является фильтрация. В...
-
Коннектор оптоволокно сварка диод светоизлучающий Коннектор - коннектор Самый привычный для пользователей и операторов тип соединений это коннектор -...
-
Этот способ повышения точности измерений целесообразен, если доминируют дополнительные погрешности средств измерений, которые вызываются значительными...
-
Исходные данные для теплового расчета берем из таблицы 1. Расчет значений характерных диаметров проводим следующим образом: Диаметр цилиндра (по заданию)...
-
ПЛАСТИЧНЫЕ СМАЗКИ - Выбор эксплуатационных материалов для узлов и агрегатов автомобиля Урал-4320
Литол-24 (ГОСТ 159-52) - антифрикционная многоцелевая водостойкая смазка. Высококоллоидная, химически и механически стабильная, водостойкая даже в...
-
ТОРМОЗНЫЕ ЖИДКОСТИ - Выбор эксплуатационных материалов для узлов и агрегатов автомобиля Урал-4320
ТЖ Роса ( ТУ 2451-004-36732629-99 ) -- высокотемпературная жидкость, представляющая собой композицию на основе борсодержащего полиэфира, содержит...
-
АЖ-12Т (ГОСТ 23008-78) - Смесь полиэтилсилоксановой жидкости и нефтяного масла глубокой селективной очистки из зернистого сырья с добавлением...
-
ТРАНСМИССИОННЫЕ МАСЛА - Выбор эксплуатационных материалов для узлов и агрегатов автомобиля Урал-4320
Масло ТСп-15К - Остаточное масло с небольшой добавкой дистиллятного и композицией присадок, придающих противозадирные, противоизносные,...
-
Введение - Разработка комплекса приборов для измерения температур
Существуют два основных способа для измерения температур - контактные и бесконтактные. Контактные способы основаны на непосредственном контакте...
-
Рис. 4. Трехслойная печатная плата Многослойные печатные платы имеют ряд достоинств: - В многослойных печатных платах формируется практически полностью...
Анализ существующих методов, Проволочные методы - Проектирование гибкого полиимидного носителя для высоковольтного драйвера газоразрядного экрана