Выбор необходимого местного отсоса, Анализ известных местных отсосов - Методы снижения действия на электросварщиков концентраций вредных веществ
Анализ известных местных отсосов
Для улавливания вредных и взрывоопасных газов, пыли, аэрозолей и паров у мест их образования (станки, сварочные аппараты, ванны, рабочие столы и т. п.) уже давно применяются такие виды местных отсосов, как зонты, Бортовые отсосы, Вытяжные шкафы, Кожухи-воздухоприемники.
Максимальный оздоровительный эффект при минимальном объеме удаляемого воздуха дают т. н. полные укрытия. Источник выделений находится внутри объема, в котором создается разрежение, не позволяющее вредностям распространиться по всему помещению. Такие отсосы могут выполняться в виде Укрытий-кожухов, Витринных укрытий, Кабин, Камер для дробоструйной обработки или окраски и т. д. Еще на стадии проектирования их необходимо увязать с основным технологическим оборудованием.
Для локализации поднимающихся вверх вредных веществ применяют Вытяжные зонты. При проведении пайки и сварочных работ эффективными местными отсосами являются Вытяжные панели. Для удаления паров кислот и щелочей, выделяемых с открытой поверхности ванн при травлении металлов и нанесении гальванопокрытий, используют Бортовые отсосы - щелевидные воздуховоды, устанавливаемые по периферии ванн. Затягиваемый в щель воздух, двигаясь над поверхностью жидкости, "тянет" вредные вещества за собой, не давая им свободно распространиться.
Все перечисленные виды местных отсосов применялись и много десятилетий тому назад. Но после появления полимерных материалов, позволивших изготавливать гибкие, способные выдерживать воздействие высоких температур воздуховоды, перед местной вытяжной вентиляцией открылись новые возможности. Она стала легче в монтаже, удобнее в эксплуатации, мобильней, появилась возможность оперативно оборудовать вентиляцией нестационарные рабочие места.
Лидирующие позиции в производстве "новой" местной вытяжной вентиляции (гибкие воздуховытяжные устройства, фильтровентиляционные агрегаты) принадлежат петербургским фирмам "СовПлим" и "Экоюрус-Венто". Первая опирается на современную западную технологию, поскольку начинала свою деятельность как совместное советско-шведское предприятие, имеет самые высокие объемы продаж и разветвленную дилерскую сеть. "Экоюрус-Венто" "выстроена" на фундаменте развитой отечественной научной базы.
Кроме них известны московская и нижегородская торговые марки "Элстат" и "Консар". Что касается зарубежных компаний, то в наибольшей степени на российском рынке преуспели фирмы из Швеции - PlymoVent и Nederman. PlymoVent была одним из соучредителей "СовПлима", присутствие второй стало гораздо менее заметным после кризиса 98-го года.
Важную роль в обеспечении эффективной эксплуатации местной вытяжной вентиляции играет Энергосберегающая автоматика. Учитывая неравномерность многих технологических процессов во времени (особенно это характерно для сварочных работ), она включает вентиляционное оборудование именно в тот момент, когда это необходимо.
Энергосберегающие автоматы, применяемые в системах с индивидуальным вентилятором, обеспечивают включение последнего только во время ведения сварочных работ. Момент их начала и окончания фиксируется с помощью индукционных датчиков-клещей, закрепляемых на нулевой провод сварочного аппарата. При газосварке или резке металла аналогичную функцию выполняет датчик с фотоэлементом, воспринимающим изменение светового потока.
Датчик может крепиться к стене на расстояние до нескольких метров от дуги или непосредственно к воронке местного вытяжного устройства. Для лучшего удаления остаточных дымов используется функция запаздывания отключения, когда вентиляция работает еще некоторое время (его продолжительность регулируется вручную и может составлять от нескольких секунд до нескольких минут) после прекращения сварки.
Если местный отсос присоединен к централизованной системе, используют автоматическую заслонку. При начале работ она принимает положение "открыто" и закроется с заранее выставленным вручную запаздыванием только после их окончания 2.
При сварке в замкнутых объемах (баках, цистернах, трюмах судов и т. д.) могут быть применены следующие способы вентиляции.
Вытяжка воздуха из емкости через гибкий шланг, присоединенный к всасывающему воздуховоду цеховой вытяжной системы (рис. 1, А): В ряде случаев вместо вытяжки осуществляется подача чистого и подогретого (в холодное время) воздуха.
Подача воздуха в емкость сбоку или, в крайнем случае, со стороны спины сварщика. При этом способе подвижность воздуха должна быть не более 1 м/с (для Исключения простудных заболеваний). Подаваемый холодный воздух должен быть предварительно нагрет до 15-20°С
Подача воздуха под маску сварщика (рис. 1, б). В этом случае чистый воздух должен подаваться в количестве 110-140 л/мин.
Установка воздухоприемника ЛИОТ с пневматическим присосом-держателем (рис. 1, В) Непосредственно в зоне сварки. Расход удаляемого воздуха 70--100 м3/ч. Данный способ имеет существенный недостаток -- отсутствие необходимого эффекта по улавливанию аэрозоля, если рабочий не переставляет воздухоприемник после сжигания каждого электрода.
Рис. 1. Вентиляция при сварке в замкнутых объемах [3].
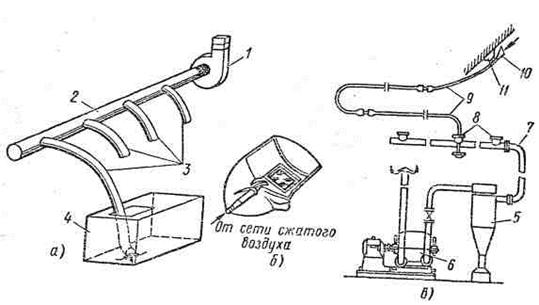
А -- Вытяжка воздуха из емкости; 6 -- подача воздуха под маску сварщика;
В -- Вытяжная высоковакуумная система: 7 -- вентилятор высокого давления № 8--10; 2 -- всасывающий воздуховод диаметром 400 -- 600 мм; 3 -- гибкие шланги диаметром 150 мм; 4 -- емкость; 5 --циклон; 6 -- Вакуумный насос; 7--коллектор из стальных труб; 8 -- Штуцер с заглушкой; 9 - гибкие шланги; 10 - воздухоприемник; 11 -- присос-держатель.
Похожие статьи
-
Несмотря на очевидные достижения научно-технического прогресса, современное производство сопряжено с множеством факторов, способных существенно ухудшить...
-
Для снижения концентрации вредных веществ на рабочих местах до предельно допустимой концентрации необходимо прежде всего применять местные отсосы при...
-
По данным Института труда и промышленной экологии Российской академии медицинских наук и Министерства здравоохранения и социального развития Российской...
-
В данном Курсовом проекте будут рассматриваться методы снижения действия на электросварщиков концентраций вредных веществ, выделяемых в воздух при сварке...
-
Вывод - Методы снижения действия на электросварщиков концентраций вредных веществ
В таком малом объеме Курсовой работы невозможно отразить все проблемы, касающиеся охраны труда сварщиков, но я считаю, что цель работы выполнена:...
-
Главная цель: Осуществление производственной деятельности на основе снижения неблагоприятного воздействия производственных процессов на окружающую среду....
-
Охрана труда Анализ актов расследования несчастных случаев, особенно тяжелых и со смертельным исходом, зарегистрированных в Санкт-Петербурге в последние...
-
ООО "ИЗ-КАРТЭКС" расположено в Колпинском административном районе г. Санкт-Петербурга по адресу: 196651, г. Санкт-Петербург, Колпино, Ижорский завод, д....
-
Местные и общеобменные системы вентиляции - Устройство систем вентиляции
Местной вентиляцией называется такая, при которой воздух подают на определенные места (местная приточная вентиляция) и загрязненный воздух удаляют только...
-
Вентиляция, кондиционирование воздуха и отопление - Задачи, функции и права службы охраны труда
Производственная вентиляция - это система устройств для обеспечения на рабочих местах микроклимата и чистоты воздушной среды соответствии с санитарно -...
-
Главные цели: - Снижение рисков возникновения и смягчение последствий чрезвычайных ситуаций природного и техногенного характера; - Повышение уровня...
-
Фактор Класс условий труда Фактический Допустимый Вредный Опасный (экстрем.) 1 2 3.1 3.2 3.3 3.4 4 Химический мг/м3, чугун IV/2 6 + АПФД мг/м3, Сильвинит...
-
Необходимый расход воздуха определяется вредными факторами, вызывающими отклонение параметров воздушной среды в рабочей зоне от нормируемых (поступление...
-
Преимущественным путем поступление вредных веществ в организм человека в производственных условиях является поступление с вдыхаемым воздухом. Токсичность...
-
С целью защиты человека от получения механических травм применяются два способа: обеспечение таких условий, при которых человек не допускается в опасные...
-
Воздействия, способные вызывать нарушения в самочувствии и здоровье июлей, называют опасными. Опасность - свойство элементов системы ¦*человек - среда...
-
Под пожарной безопасностью объекта согласно ГОСТ 12.1.033-81 [4] понимается такое его состояние, при котором с регламентируемой вероятностью исключается...
-
Вредные вещества - Безопасность жизнедеятельности
Вредным Называется вещество, которое при контакте с организмом человека может вызывать травмы, заболевания или отклонения в состоянии здоровья,...
-
Вентиляция - организованный и регулируемый воздухообмен, обеспечивающий удаление из помещения воздуха, загрязненного вредными газами, парами, пылью, а...
-
Вредные вещества и их действие на человека - Влияние загрязнения окружающей среды на человека
Вредное вещество - это вещество, которое при контакте с организмом человека (в условиях производства или быта) может вызывать заболевания или отклонения...
-
Биологическое действие химических веществ на организм человека - Вредные вещества и защита от них
Токсический химический отравление Биологическое действие химических веществ на организм человека изменяет его гомеостаз (относительное постоянство...
-
Таблица - Негативные факторы производственной среды Группа Факторы Источники и зоны действия факторов Физические Химические Био-логические...
-
Обзор основных опасных и вредных производственных факторов - Основы охраны труда
Все виды негативных воздействий, формируемых в процессе трудовой деятельности, разделяют на четыре основные группы: - физические; - химические; -...
-
Основные способы снижения запыленности воздушной среды - Общие сведения о пыли
Борьба с пылью на производстве и профилактика заболеваний, развивающихся от воздействия аэрозолей, осуществляется комплексом санитарно - гигиенических,...
-
На основании многочисленных исследований установлено, что ток 0,05А опасен для человека, под его воздействием человек теряет сознание, а ток 0,1А и выше,...
-
Тема дипломного проекта предусматривает работу в отделе кадров ЗАО "Асто-Брянск", где является необходимым применение компьютерной техники. В связи с...
-
Методы обеспечения комфортных климатических условий в помещениях - Микроклимат помещений
Для обеспечения комфортных условий необходимо поддерживать тепловой баланс между выделениями теплоты организмом человека и отдачей тепла окружающей...
-
Шум аэродинамического происхождения -- шум, возникающий вследствие стационарных или нестационарных процессов в газах (истечение сжатого воздуха или газа...
-
Большую часть времени активной жизнедеятельности человека занимает целенаправленная профессиональная работа, осуществляемая в условиях производственной...
-
Вредные химические вещества - Характеристика основных техногенных источников воздействия на человека
Вредные химические вещества окружающей среды, как и любые другие, можно разделить на две группы: естественные (природные) и антропогенные (попадающие в...
-
1. Исключить опасность, исключить образование статического электричества или снизить его до безопасного уровня: - изготовление контактирующих частей из...
-
Вредное вещество - это: 1) вещество, способное при определенных условиях воздействовать на организм, вызывая заболевание или отклонение в состоянии...
-
Изготовление и доводка деталей летательных аппаратов. Я приведу пример по изготовлению деталей для летательных аппаратов, которые производят на ОАО...
-
При открывании крышки горловины автоцистерны некоторая часть паров бензина выйдет наружу, так как избыточное давление в свободном пространстве будет...
-
Принцип действий и область применения зануления При появлении напряжения на корпусах электрооборудования опасность поражения током может быть устранена...
-
Исходными для оценки химической обстановки являются: - тип и количество АХОВ; - метеоусловия (направление и скорость ветра, температура воздуха, степень...
-
В данном пункте приведены мероприятия соответствующие рекомендациям [16, 17] Регенерация отработавших масел и СОЖ На первом этапе очистку проводят в...
-
Правильно спроектированное и выполненное освещение обеспечивает возможность нормальной производственной деятельности. Сохранность зрения человека,...
-
При механической обработке детали 2ТЭ116.30.58.147-ЗЧ - "Коробка клапанная" на металлорежущих станках возникает ряд физических опасных и вредных...
-
Гигиеническое нормирование содержания вредных веществ в воздухе рабочей зоны
Гигиеническое нормирование содержания вредных веществ в воздухе рабочей зоны Цель работы: научиться проводить анализ и выявлять вещества, обладающие...
Выбор необходимого местного отсоса, Анализ известных местных отсосов - Методы снижения действия на электросварщиков концентраций вредных веществ