Ослабление посадки штифтов, осей, шпилек и заклепок - Основы эксплуатации оружия и гранатометов
Появление этого дефекта приводит к недопустимой качке деталей, к нарушению работы механизма и даже к выпаданию из оружия деталей и сборочных единиц.
А) Ослабление посадки штифтов, осей и шпилек устраняется следующим способом. Детали с износами отверстий рассверливают или развертывают в собранном виде на увеличенный диаметр, снимая минимально необходимый слой металла.
По размерам отверстия с припуском на запрессовку изготавливают повышенный штифт (ось, шпильку). Так, например, при нарушении посадки удален штифт ЗПр22а Х 20 (диаметр штифта по чертежу 3+0,032/+0,018).
Для устранения дефекта может быть изготовлен штифт с одним из следующих диаметров 3,2+0,042/+0,023; 3,5+0,041/+0,023.
Сборка прессовых соединений. Перед запрессовкой осматривают запрессованные детали, при этом обращают внимание на отсутствие заостренных кромок со стороны запрессованного конца, забоин, царапин и т. п.
У исправных деталей смазывают эксплуатационной смазкой запрессованный конец в целях уменьшения трения при запрессовке.
Сборка производится молотками с медными (бронзовыми) вставками. Допускается применение стального молотка, при условии нанесения им ударов через мягкую выколотку или прокладку.
При запрессовке деталей наносят сначала мягкие удары, пока деталь не вошла в отверстие без перекоса. Затем увеличивают силу удара и заканчивают запрессовку резким ударом, чтобы деталь плотно села на свое место.
В целях исключения расклепывания конца оси (штифта) и выходного отверстия детали используют выколотку с диаметром рабочей части, соответствующей диаметру запрессовываемой оси (штифта).
Штифты (оси, шпильки), которые кернились при изготовлении изделия, после замены раскернивают аналогично, но в других местах.
После постановки полых осей их концы развальцовывают, при этом не допускается их скрошенность.
- Б) Дефектами заклепок считают:
- -- качку и ослабление заклепок; -- неплотное прилегание головки заклепки к поверхности основной детали; -- рваные края и трещины у головки заклепки к поверхности основной детали; -- рваные края и трещины у головки заклепки; -- перемещение приклепанных деталей друг относительно друга.
Ослабление заклепок проверяют наружным осмотром, обстукиванием молотком и с помощью шаблона. Хорошо поставленная заклепка издает при ударе чистый звук, как при ударе по основ-
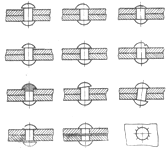
Рис. 66. Дефекты заклепочных соединений
|
Дефект |
Причина дефекта |
|
1. Неплотное прилегание головки к поверхности листа |
Неправильно осажен выступающий конец заклепки |
|
2. Сбита на сторону замыкающая головка |
Скошен или неровно обрезая торец стержня заклепки |
|
3. Маломерная головка |
Недостаточна длина выступающей части стержня |
|
4. Недообжатая голозка |
Неправильно выбрана обжимка |
|
5. Рваные края и трещины у головки |
Плохое качество металла заклепки или низкая температура клепки |
|
6. Зарубка на головке |
Небрежность работы |
|
7. Грибовидная головка |
Остывание головки в процессе клепки |
|
8. Перекос головки |
Неправильно осажен выступающий конец заклепки |
|
9. Перекос заклепки |
Косо просверлены 'отверстия |
|
10. Высадка под головкой |
Заклепка неплотно прижата поддержкой |
|
11. Высадка между деталями |
Неплотно прижаты детали |
|
12. Надрывы основного металла |
Небрежность работы |
Ному металлу. Если под ударом заклепка дрожит или смещается, это значит, что заклепка не выполняет роль стяжки.
Наиболее распространенные виды дефектов заклепок показана рис. 66.
Такие заклепки срубают и заменяют новыми.
Ослабление заклепок, расклепанных впотай, допускается устранять натяжкой при условии сохранения прочности заклепочного соединения.
Замена заклепок. У заменяемой заклепки срубают головку, а затем выбивают бородком стержень.
Заклепку можно удалить сверлением. Для этого головку накернивают и сверлят на глубину, равную высоте головки. Диаметр сверла должен быть несколько меньше диаметра заклепки. Недосверленную головку надламывают бородком, затем выбивают стержень.
При необходимости при замене заклепок отверстия под заклепки выправляют разверткой. Допускается увеличение отверстия до следующего размера стандартной заклепки с постановкой в него заклепки большего диаметра.
Технология постановки заклепок подробно описана в Общем руководстве по ремонту, ч. I.
Похожие статьи
-
Изгиб деталей - Основы эксплуатации оружия и гранатометов
Деталь с изгибом подвергают правке в холодном состоянии, кроме деталей, закаленных до высокой степени твердости (50 ННС и выше), так как в ходе правки...
-
Срыв или повреждение резьбы - Основы эксплуатации оружия и гранатометов
Причины срыва или повреждения резьбы на крепежных дета-лях (болт, винт, гайка): -- удар по резьбе; -- приложение чрезмерной нагрузки при затягивании...
-
Резкие и правильные очертания мушки и прорези целика обеспечивают однообразие, удобство и быстроту прицеливания. При наличии приподнятости металла во...
-
Осадка или излом пружин - Основы эксплуатации оружия и гранатометов
Детали и сборки, работающие (находящиеся) под действием пружин, должны удерживаться пружинами в крайних заданных - положениях, если это предусмотрено...
-
Недоход подвижных частей в крайнее заднее положение - Основы эксплуатации оружия и гранатометов
Безотказность действия автоматики оружия зависит от скорости подвижных частей (затворной рамы, затвора). Одной из причин уменьшения скорости является...
-
Дефектация - Основы эксплуатации оружия и гранатометов
Главными задачами дефектации * являются определение пригодности деталей и сборочных единиц к дальнейшей эксплуатации, определение способа устранения...
-
Забоины, Изгиб ствола - Основы эксплуатации оружия и гранатометов
Характерными дефектами, нарушающими нормальный бой, являются забоины на дульном срезе ствола как следствие небрежного обращения с оружием. Рис. 77....
-
Осмотр оружия и боеприпасов - Основы эксплуатации оружия и гранатометов
Правильная эксплуатация оружия предполагает своевременное обнаружение дефектов и устранение их или направление неисправного оружия на ремонт. В процессе...
-
В нерегулируемых узлах и механизмах нарушение установленных зазоров или натягов в соединениях, вызванных изменением размеров деталей, устраняют путем...
-
В любом из образцов оружия имеется значительное количество взаимодействующих деталей. Только в простом по устройству автомате Калашникова таких деталей...
-
Сварка и наплавка при ремонте деталей и сборочных единиц - Основы эксплуатации оружия и гранатометов
При текущем ремонте оружия в войсковых ремонтных органах широко применяется электродуговая и газовая сварка. Газовая сварка применяется обычно тогда,...
-
Замена негодных деталей - Основы эксплуатации оружия и гранатометов
В зависимости от размеров заменяемых деталей применяют следующие способы ремонта: -- простая замена негодной детали или сборочной единицы; -- замена...
-
Особенности текущего ремонта оружия в военное время - Основы эксплуатации оружия и гранатометов
В ходе боевых действий выполняются только те ремонтные работы, которые обеспечивают немедленное боевое использование оружия. Опыт использования оружия...
-
Как известно, прицельные приспособления пулеметов РПД, РПК, ПК и КПВ имеют подвижный целик на прицельной планке. Смещение целика относительно прицельной...
-
Значительное количество неисправностей носит общий характер, и большинство из них свойственно различным образцам стрелкового оружия и гранатометов....
-
Необходимость в ремонте прицельных приспособлений возникает при нарушении нормального боя оружия и выявлении недопустимых дефектов. Рассмотрим основные...
-
Канал ствола гранатомета в ходе стрельб практически не изнашивается. Однако у отдельных гранатометов наблюдается незначительный износ канала ствола с...
-
Правила обращения с оружием при использовании - Основы эксплуатации оружия и гранатометов
Устав внутренней службы Вооруженных Сил СССР требует от каждого военнослужащего отличного знания оружия и бережного обращения с ним. Выполнение этой...
-
Унификация оружия - Основы эксплуатации оружия и гранатометов
Большинство образцов современного стрелкового оружия построено по единой схеме автоматики -- это относится к образцам, которые работают на принципе...
-
Вмятины на тонкостенных деталях - Основы эксплуатации оружия и гранатометов
К вмятинам, подлежащим обязательному исправлению, относятся: -- вмятины, обезображивающие внешний вид детали; -- вмятины, препятствующие работе частей и...
-
Поддержание тактико-технических характеристик оружия в заданных пределах и сохранение живучести деталей и образцов оружия возможно при условии строгого...
-
Способы текущего ремонта стрелкового оружия и гранатометов Для восстановления исправности оружия применяют следующие способы ремонта: -- переборка и...
-
Наличие в оружии индивидуально подгоняемых деталей приводит к необходимости закреплять их за определенным образцом и наносить на них номер оружия,...
-
Ремонт деревянных деталей - Основы эксплуатации оружия и гранатометов
Способы ремонта деревянных деталей оружия существенно отличаются от способов ремонта металлических деталей. В то же время ремонт деревянных деталей...
-
Восстановление защитных покрытий - Основы эксплуатации оружия и гранатометов
Лакокрасочные и химические защитные покрытия --основной, вид защиты от коррозии металлических деталей и сборочных единиц. Защитные свойства покрытий...
-
Техническое обслуживание оружия - Основы эксплуатации оружия и гранатометов
Опыт эксплуатации показывает, что в оружии вследствие износа отказы составляют 50--60% от общего числа отказов. Только за счет профилактических...
-
Задержка -- это отказ, вынужденная остановка в стрельбе, вызванная неисправностью оружия или патрона, неумелым обращением с оружием. В каждом НСД или ТО...
-
Тугой (слабый) спуск - Основы эксплуатации оружия и гранатометов
Для выполнения меткого выстрела существенное значение имеет нормальное усилие "а спусковом крючке (рычаге). В отремонтированном ударно-спусковом...
-
Неподача очередного патрона - Основы эксплуатации оружия и гранатометов
Эта неисправность может быть обусловлена следующими причинами: -- затруднительное перемещение подвижных частей (затвора, затворной рамы, курка...
-
Приспособления для стрельбы холостыми патронами представляют собой своеобразные усилители отдачи подвижных частей, так как при стрельбе холостыми...
-
0бщее руководство по среднему ремонту ракетного, радиотехнического и артиллерийского вооружения, ч. I и III. В Общем руководстве по ремонту, ч. I,...
-
Организация ремонтных работ - Основы эксплуатации оружия и гранатометов
Специалист-ремонтник проходит службу в войсковом ремонтном органе части, соединения или объединения. В любом из этих ремонтных органов ремонтник...
-
Основные понятия об эксплуатации Эксплуатация -- это совокупность действий по подготовке и использованию оружия по назначению, техническое обслуживание,...
-
Качка ствола - Основы эксплуатации оружия и гранатометов
В ходе эксплуатации наблюдается появление качки у оружия с несменяемым стволом (пистолет ПМ, автоматы Калашникова, пулеметы РПК и РПД, винтовка ОВД) и...
-
Раздутие ствола - Основы эксплуатации оружия и гранатометов
Если такой дефект, как округление полей нарезов ствола, обнаружить несложно, то определить раздутие канала ствола возможно лишь при наличии определенных...
-
Ремонт стволов, Дефекты поверхности канала ствола - Основы эксплуатации оружия и гранатометов
Дефекты поверхности канала ствола Ржавчина наблюдается в канале ствола в виде бурого налета (пятен) и обнаруживается при протираний канала ствола чистой...
-
В зависимости от вида энергии, сообщаемой средству воспламенения (капсюлю, электрозапалу, электрокапсюлю) для производства выстрела, различают механизмы...
-
Наличие порохового нагара на деталях - Основы эксплуатации оружия и гранатометов
Загрязнение канала ствола и других деталей (затвора, затворной рамы и т. п.) нагаром, имеющим в своем составе растворимые гигроскопические соли, приводит...
-
Классификация стрелкового оружия Виды стрелкового оружия по назначению 1 Боевое стрелковое оружие предназначено живой силы и техники противника в бою. 2...
-
Осечки - Основы эксплуатации оружия и гранатометов
В исправном и заряженном оружии после спуска с боевого взвода курка автомата (пистолета, винтовки), затворной рамы пулемета типа ПК или затвора пулемета...
Ослабление посадки штифтов, осей, шпилек и заклепок - Основы эксплуатации оружия и гранатометов