Технологическая схема производства - Технологическая линия по производству многопустотных плит перекрытий
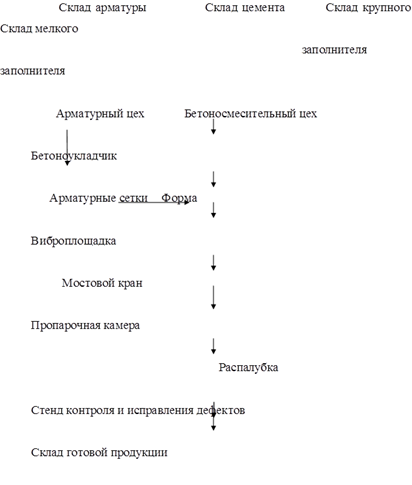
Рисунок 2 - Технологическая схема
Сырье (цемент, крупный и мелкий заполнитель) со складов поступает в расходные бункеры бетоносмесительного цеха. Затем посредством дозаторов отмеренные порции загружаются в бетоносмеситель, туда же поступает вода. Полученная посредством перемешивания смесь выгружается на раздаточную тележку, а затем в бетоноукладчик. Бетоноукладчик по рельсовому пути передвигается к посту формования, т. е. к установленной на виброплощадку форме. Перед установкой формы на виброплощадку ее очищают и смазывают. Затем уже в установленную на виброплощадку форму укладывают изготовленные в арматурном цехе каркасы.
После укладки арматурной сетки с помощью бетоноукладчика подают бетонную смесь в форму и производят вибрирование.
Далее форму с уплотненной бетонной смесью мостовым краном направляют в пропарочную камеру, где изделие подвергается тепловлажностной обработке.
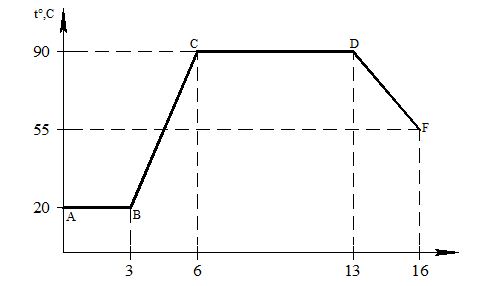
AB - выдерживание бетона 2ч.
CD - изотермический процесс - 7ч.
BC - подъем температуры до 80-90°С - 4ч.
DF - остывание изделия - 3ч.
Рисунок 3 - График тепловлажностной обработки.
Прошедшее тепловую обработку изделие совместно с формой извлекается с помощью мостового крана из пропарочной камеры ямного типа и переносится на пост распалубки.
На посту формы раскрывают, вынимают краном изделия и укладывают их на вывозную тележку. Далее изделия отправляются на склад, а формы подвергаются чистке и смазке.
Чистка раскрытой формы осуществляется с помощью металлического скребка так, чтобы на внешней и внутренней поверхностях формы не оставалось остатков бетона, грязи, налетов и ржавчины.
Смазка форм осуществляется кистями, которыми наносится смазочный материал на внутренние поверхности формы.
При этом следует обратить внимание на то, чтобы смазка наносилась равномерным слоем не превышающим 0,1мм и не имелось скопление смазки в отдельных местах смазываемой поверхности.
Подготовленная форма с помощью мостового крана переносится на пост формовки.
Здесь же закрываются продольные и торцевые борта и укладываются арматурные сетки и монтажные петли. /7/
Похожие статьи
-
Площадка для складирования форм в цехе: Масса одной формы составляет 1,68 т; Масса всех форм составляет т. Расчет площадей для складирования форм...
-
А ) Заготовка арматуры Для изготовления арматурных сеток применяется арматурная сталь классов АШ (S400) по ГОСТ5781; ТУ РБ 400074854.001; ТУ РБ...
-
№№ п/п Наименование технологической операции Вид испытания или контроля Метод испытания или контроля по ГОСТ или др. норм. документам Кто проводит...
-
Технологический контроль - Технологическая линия по производству многопустотных плит перекрытий
Таблица 3 - Технологический контроль Наименование технологических операций Объект контроля Перечень контролируемых параметров Периодичность контроля...
-
Состав и режим работы предприятия Режим работы цеха и его отделений определяются технологическими особенностями производства, и характеризуется...
-
Расчетный годовой фонд времени работы установок Тг определяется по фор-муле: Тг = Др-zсм-tсм-Кв (1) Где Др - расчетное число рабочих суток в году; Zсм -...
-
10.1. Работа по изготовлению предварительно напряженных железобетонных конструкций с механическим способом натяжения стержневой арматуры ведутся с...
-
Строительные смеси (бетонные, растворные, керамические, асбестоцементные и др.) широко применяются в строительстве и при производстве строительных...
-
Номенклатура продукции Базовым изделием проектируемого предприятия является плита перекрытия ПК 60.12-8, ПК 57.12-8, ПК 42.12-8. Плиты перекрытий...
-
Обоснование технологической схемы производства Рассмотрим две технологические линии по производству стеновых панелей конвейерную. Конвейерное...
-
Введение - Технологическая линия по производству многопустотных плит перекрытий
Ушедшее столетие в области строительства характеризовалось стремительно растущим применением цементных бетонов, ставшими одними из основных строительных...
-
Расчет материального баланса - Технологическая линия по производству многопустотных плит перекрытий
Материальный баланс производства рассчитывается по годовому выпуску продукции по всем переделам производства от склада готовой продукции до склада сырья...
-
Технологический регламент на изготовление ребристых плит перекрытия разработан в соответствии: ГОСТ 22701.0 "Плиты железобетонные ребристые...
-
1 - наклонный конвейер для подачи песка и щебня; 3 - грузоподъемное устройство; 4 - рукавный фильтр; 5 - винтовой конвейер; 6 - циклон; 7 и 9 - верхний и...
-
Производительность, 25 Характеристика готовой продукции (бетона, раствора) Раствор строительный цементный марки 150 Характеристика сырья Ц:П=1:2,5 Фонд...
-
Производственный контроль должен охватывать все стадии производства. Он включает: Контроль качества материалов и полуфабрикатов, используемых в...
-
Исходные данные Размеры сетки колонн в плане 5.3х5.5 М Принимаем конструктивную схему с полным каркасом. В монолитном ребристом перекрытии принимаем...
-
Подбор грузозахватных приспособлений (ГЗП) № Наименование ГЗП Марка Характеристика ГЗП Область применения Грузоподъемность, т. Масса, кг Расчетная высота...
-
Настоящий стандарт распространяется на железобетонные Ребристые плиты высотой 400 мм, изготовляемые из тяжелого или легкого бетона и предназначенные для...
-
Выбор типа и схемы растворосмесительного завода определяется следующими факторами: Потребным количеством смесипроизводительности завода Способом...
-
Количество основных рабочих: рабочих Количество вспомогательных рабочих: рабочих Себестоимость производства продукции: , Где - сумма годовых затрат, руб...
-
Наиболее негативным факторами, оказывающими влияние на здоровье обслуживающего персонала завода, являются запыленность воздуха, производственные шумы,...
-
При проектировании, организации осуществления технологических процессов для обеспечения безопасности должны предусматриваться следующие меры: Устранение...
-
Ш бетонная смесь - 1,5 %, Ш цемент - 1 %, Ш крупный заполнитель - 2,0 %, Ш мелкий заполнитель - 1,5 %, Ш вода - 1,0 %. Таблица 2 Годовое количество...
-
Исходные данные 1. Продуктивность технологической линии: N=25000 м/год. 2. Подвижность бетонной смеси - 4 см. 3. Класс бетона - В20. 4. Характеристика...
-
Выбор бункеров Выбор бункера осуществляется по производительности оборудования: , - часовая производительность, ; - коэффициент запаса, ч. Бункер для...
-
2.1. Ребристые плиты изготавливают из тяжелого бетона марки "400" с жесткостью смеси не ниже 80 сек (по техническому вискозиметру). Марка бетона по...
-
Удельный расход сырьевых материалов (кг) на 1смеситаблица 2.3 П:Ц Материал Цемент (Ц), кг Песок (П), кг Вода (В), кг 1:2.5 510 0.42 1275 0.857 240 0.24 -...
-
Режим работы дробильно-сортировочного завода связан я режимом работы карьера. Применяем круглогодичный двухсменный режим работы. Тогда годовой фонд...
-
Таблица 1 - Производственная программа. Изделие Производительность, м3 В час В смену В сутки В год ПК 60.12 - 8 1,1 8,9 17,8 4500 ПК 57.12 - 8 0,98 7,9...
-
В состав сборного балочного междуэтажного перекрытия входят плиты и ригели, опирающиеся на колонны. Назначаем размеры сетки колон 5,3Ч6,1 м. Тип плит...
-
Расчет второстепенной балки, загруженной равномерно распределенной нагрузкой, производим как многопролетной неразрезной балки с условной шириной 176.7 См...
-
Исходные данные Размеры здания в плане (расстояние между крайними осями) 21.2х44 М Число этажей - 10 без подвала Высота надземного этажа - 3.6 М,...
-
Все технологические процессы на строительной площадке выполняются несколькими комплектами машин, организованными в единый поток. В отдельный комплект...
-
Расчетные усилия в балке определяем с учетом их перераспределения вследствие пластических деформаций железобетона ? изгибающий момент в середине...
-
Расчетная схема Рисунок 5-Конструктиная схема второстепенной балки Рисунок 6-Расчетная схема второстепенной балки Нагрузка - постоянная нагрузка...
-
Для осуществления технологического процесса производства тяжелого бетона составляется схема, в которой описываются все технологические операции...
-
? изгибающий момент в середине пролета: ? Так как для рассматриваемого перекрытия Hs/ls =0.06/1.567=0.038>1/39=0.03, то в плитах, окймленных по...
-
В проектируемой пекарне вырабатывается два вида продукции - это батон особый массой 0,45 кг и роглики массой 0,1 кг. Тесто для данных изделий готовится...
-
Выбор способа и технологической схемы производства Рисунок 1 Выбор технологического способа производства При выборе технологии производства ячеистого...
Технологическая схема производства - Технологическая линия по производству многопустотных плит перекрытий