Бенчмаркинг: внутренний и внешний сопоставительный анализ, Внутренний бенчмаркинг (внутренний сопоставительный анализ) - Бенчмаркинг как инструмент стратегического анализа в управлении конкурентоспособностью организации
В международной и отечественной практике накоплен немалый опыт в проведении сопоставительного анализа. Бенчмаркинг как метод сопоставительного анализа можно систематизировать по одному из классификационных признаков (см. Рис.2).
Рис. 2
Различают два основных типа анализа:
- 1. Внутренний анализ превосходства (или внутренний сопоставительный анализ) - это сравнение внутри предприятий (между отделами, подразделениями или товарными группами). 2. Внешний анализ превосходства (внешний сопоставительный анализ) - это сравнение сходных видов деятельности в различных областях (например между коллегами или конкурентами, работающими в разных областях).
Остановимся на некоторых из них.
Внутренний бенчмаркинг (внутренний сопоставительный анализ)
Как уже отмечалось, бенчмаркинг должен стать эффективным инструментом и вне конкурентной среды - внутри отрасли, фирмы, предприятия, его подразделений и даже процессов.
Общеизвестно, что в любой отрасли, любом хозяйстве, на любом предприятии с определенной периодичностью подводятся итоги деятельности и сопоставляются ее результаты по подразделениям. К сожалению, нередко дело ограничивается выявлением и поощрением "передовиков" и призывами к "отстающим" равняться на лучших. Между тем установлено, что само по себе ранжирование обеспечивает лишь 10% сведений, необходимых для принятия верных решений, тогда как исследование причин сложившейся ситуации - 90% [10].
Внутренний бенчмаркинг тем и отличается от обычной сопоставительной сводки данных, что предполагает глубокое изучение проблем каждого дочернего предприятия или его подразделений, точное установление причин возникновения этих проблем и разработку конструктивных мер по их устранению.
Внутренний бенчмаркинг позволяет увидеть ситуацию в неожиданном ракурсе. Он позволяет выявить не очевидную на первый взгляд взаимосвязь между отдельными показателями.
Пример. Во многих отраслях России за последние годы неоднократно сокращалась численность работающих сотрудников с целью приведения ее в соответствие со снизившимися объемами работ. Кроме того, реализуется стратегия перехода к малолюдным технологиям, однако такой переход должен быть основан на вытеснении тяжелого ручного труда, замене устаревших технологических процессов, совершенствовании организации производства и условий труда.
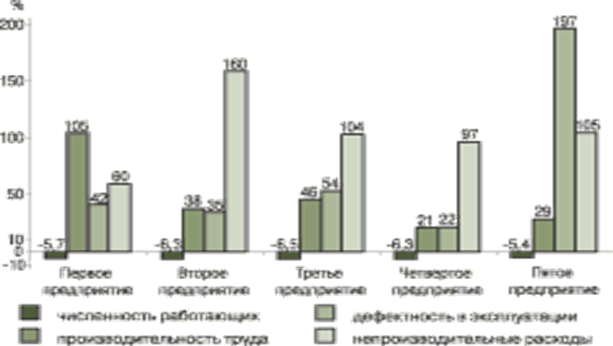
Рис 3.
На практике же сокращение численности работающих иногда проводится без соответствующего изменения производственных условий. В таких случаях может наблюдаться противоречивая картина роста производительности труда, с одной стороны, и негативных результатов, с другой. На рисунке представлена подобная ситуация по одной из обследованных нами организаций. Как видим, в 1999 г. сокращение численности на каждом из пяти ее подразделений составило около 6% по сравнению с предыдущим годом, что вкупе с увеличением объемов работ привело к росту показателя производительности труда. Но при этом резко, а в ряде случаев опережающими темпами, возросли уровни дефектности в эксплуатации и непроизводительных расходов.
Совершенно очевидна неоднозначная зависимость между сокращением численности работающих и негативными показателями, что можно объяснить только разнородностью производственных условий на данных предприятиях. Именно эти условия и должны быть предварительно изучены и скорректированы, и лишь после этого можно прибегнуть к снижению числа работников.
Аналогичные исследования внутри отрасли, отдельного предприятия, цеха, отдела позволяют реализовать эффективные решения.
Суть внутреннего бенчмаркинга прекрасно иллюстрирует метод инженера Ф. Ковалева. Он проектировал рациональные производственные процессы, сравнивая обычные и лучшие способы работы. Ковалев предложил следующий алгоритм:
- - выбор самой трудоемкой и при этом достаточно распространенной рабочей операции; - определение работников, выполняющих ее наиболее успешно; - проведение хронометрического наблюдения за работниками; - формирование нового, более рационального рабочего процесса на основе лучших приемов труда; - составление технологических инструкций для нового процесса; - разработка и внедрение организационно-технических мер на рабочих местах, где выполняется данная операция; - обучение работников новому технологическому процессу в установленные сроки, - введение новой трудовой нормы.
Предположим, что по действующей норме на производственную операцию отводится 24 минуты. Все цеховые рабочие справляются с ней. В то же время Иванов, Петров и Сидоров регулярно ее перевыполняют, обеспечивая необходимое качество (см. табл.).
Опираясь на полученные данные, можно пойти по одному из трех путей:
- 1) выбрать в качестве новой нормы среднее время выполнения операции - 20 мин. При таком под ходе трудно определить причины перевыполнения действующей нормы. Поэтому рабочим будет сложно достичь более высокого уровня профессиональной деятельности; 2) ввести новую норму, взяв за ее основу результат лучшего из лучших - Сидорова (19 мин). Ее можно обосновать, изучив приемы труда названного рабочего; 3) отобрать лучшие приемы труда лучших работников и установить новую норму в 16 мин. С одной стороны, она также является обоснованной, а с другой - позволяет достичь более высоких результатов. Понятно, что именно по этому пути пошел бы инженер Ковалев.
|
Перечень трудовых приемов операции |
Результаты хронометрических наблюдений |
Продолжительность трудового приема, принятого к внедрению, мин | ||
|
Иванов |
Петров |
Сидоров | ||
|
Первый |
3 |
3 |
2 |
2 |
|
Второй |
2 |
3 |
3 |
2 |
|
Третий |
6 |
5 |
6 |
5 |
|
Четвертый |
7 |
5 |
4 |
4 |
|
Пятый |
3 |
4 |
4 |
3 |
|
Общее время, затраченное на операцию, мин |
21 |
20 |
19 |
16 |
|
Среднее время выполнения операции, мин |
Тср = 20 мин |
Следует обратить внимание что: на основании полученных данных можно "отправиться" либо по ложному, либо по малоэффективному пути. Первый из них использует ориентир на среднюю арифметическую величину (20 мин), что собственно и делается при проведении традиционной фотографии рабочего времени. В данном случае достаточно сложно выявить предпосылки перевыполнения нормы, следовательно, новая норма не будет полноценно обоснованной, что затрудняет ее освоение рабочими и вызывает их недовольство.
Другой путь - ориентир на лучшего из лучших, в данном примере - Сидорова. Эта норма (19 мин) легко может быть обоснована, так как есть возможность изучить приемы труда конкретного рабочего.
Пользуясь методом Ф. Ковалева, можно с той же степенью обоснованности прийти к значительно лучшим результатам и, следовательно, к более жесткой норме (16 мин), поскольку данный метод основан не на изучении приемов труда лучшего работника, а на отборе лучших приемов лучших работников. Остается только сожалеть, что этот способ бенчмаркинга непопулярен и даже неизвестен на многих предприятиях.
Порядок проведения внутреннего бенчмаркинга приведен в Приложении 3.
Похожие статьи
-
Бенчмаркинг проводят для определенного бизнес-процесса или производственного процесса в виде самостоятельного проекта. В настоящее время не существует...
-
Внешний сопоставительный анализ проводится несколькими фирмами или предприятиями, которые заключают договор о проведении совместных сравнительных...
-
Процесс бенчмаркинга включает в себя факторы, объекты исследования основные правила анализа, этапы бенчмаркинга, а так же подходы к обучению на основе...
-
Лидеры бизнес среды оказывают постоянное воздействие на рынок. Предприятие должно знать своих конкурентов и своевременно собирать информацию о них,...
-
Цель бенчмаркинга - повышение эффективности собственной деятельности организации и завоевание преимуществ в конкурентной борьбе. Для большинства компаний...
-
Один из наиболее удачных методов выбора партнера по бенчмаркингу основан: - во-первых, на тщательном анализе бизнес процессов с последующим выбором...
-
Сразу после подведения итогов сопоставительного анализа необходимо приступить к разработке критериев оценки будущих мероприятий и количественных целей,...
-
За последние десять лет бенчмаркинг стал одним из наиболее эффективных и популярных инструментов совершенствования западного бизнеса. По данным компании...
-
Как такового стратегического отдела не существует, но функции по стратегическому управлению распределены между имеющимися отделами. Основной груз...
-
После окончательного выбора партнера по бенчмаркингу, необходимо решить: чего вы хотите достичь в процессе встречи и на какие результаты рассчитываете....
-
Определив основное содержание бенчмаркинга, рассмотрим более подробно его основные принципы. Такие как: Взаимность. Бенчмаркинг является деятельностью,...
-
Залогом успешного бенчмаркингового исследования является детальность проработки плана его проведения, предполагающего тщательную работу, как с...
-
Бенчмаркинг. Инструмент повышения конкурентоспособности В данной работе мы определили, что бенчмаркинг является процессом наблюдения за потенциальными...
-
В России отдельные положения и аспекты бенчмаркинга начали пропагандироваться с 1996 г. в работах Г. Л. Багнева, А. К. Казанцева, И. А. Аренкова. В...
-
Введение в бенчмаркинг. Определение бенчмаркинга Бенчмаркинг стратегический анализ конкурентоспособность В 90-х годах о бенчмаркинге (Benchmarking)...
-
SWOT-анализ как стратегический баланс внешней и внутренней среды организации Основным аналитическим инструментом, лежащим в основе оценки организацией...
-
Бенчмаркинг: ситуационный анализ В бенчмаркинге выбор объектов исследования определяется самим предприятием и его сотрудниками. Анализ производства можно...
-
В течение всего периода работы над проектом информационные материалы подлежат тщательной обработке, сортировке и хранению, поскольку неоднократно будет...
-
Заключение - Анализ внешней и внутренней среды организации
В данной курсовой работе рассмотрена тема "Анализ внешней и внутренней организации". Из первой главы данной работы можно сделать следующие выводы, что...
-
При проведении бнчмаркинга зачастую допускаются следующие методологические ошибки: - Сопоставление несравнимых понятий и партнеров; -...
-
Ограничения использования бенчмаркинга Использование бенчмаркинга позволяет определять необходимые изменения, снизить издержки от повторной работы,...
-
Для того чтобы бенчмаркинговая концепция приносила свои плоды, бенчмаркинг должен стать частью общего менеджмента компании и более того - частью...
-
Собственно, идея бенчмаркинга не так и нова, как может показаться. Изначально существовала достаточно простая методика оценки ("GAP-анализ") "разрыва"...
-
Среду фирмы можно сравнить со вселенной, состоящей из различных элементов, что подразумевает не только их огромное количество, но и постоянное...
-
СИСТЕМНЫЙ АНАЛИЗ ВНЕШНЕЙ СРЕДЫ - Анализ внешней и внутренней среды организации
Один из основных "инструментов" менеджмента - системный подход - предписывает истоки проблем, возникающих в работе организации, искать в первую очередь...
-
Важными факторами, занимающими первые места, в деятельности ООО"Сириус"являются: -Цена услуг -Качественность продукции -Уровень сервиса -Квалификация...
-
Адаптация - это приспособление к новым окружающим условиям. С ней приходится сталкиваться каждому новому сотруднику, приходящему в компанию. Смена места...
-
"Если знаешь своего врага и знаешь себя, сражайся хоть сто раз, опасности не будет; если знаешь себя, а его не знаешь, один раз победишь, другой раз...
-
Внутренняя и внешняя среда организации Внутренняя среда организации - это та часть общей среды, которая находится в рамках организации. Она оказывает...
-
Введение - Внешнее окружение и внутренняя среда организации
Важнейшим понятием в менеджменте является организация. Любая организация находится и функционирует в среде. Каждое действие всех без исключения...
-
Внешняя среда является источником, питающим организацию ресурсами, необходимыми для поддержания ее внутреннего потенциала на должном уровне. Организация...
-
Анализ внутренней среды организации - Анализ внешней и внутренней среды организации
Чтобы определить стратегию поведения организации и провести эту стратегию в жизнь, руководство должно иметь углубленное представление о внутренней среде...
-
Анализ управления персоналом организации - Власть и управление в деятельности организации
Главой компании является генеральный директор, также являющийся соучредителем и собственником компании. В круг его обязанностей входит организация работы...
-
Сущность и роль трудовых ресурсов предприятия Анализ персонала организации - один из основных разделов анализа работы организации. Достаточная...
-
Организационно-управленческая структура организации 1. Директор 2. Бухгалтерия 3. Отдел продаж 4. отдел по интернет рекламе Организационная структура...
-
Сравнительная характеристика и содержание известных методик анализа факторов макросреды Антикризисная стратегия может включать в себя различные...
-
Новый продукт планируется производить на существующем предприятии, где уже имеется большинство необходимых специалистов. Однако, поскольку производство...
-
СТРУКТУРА ВНЕШНЕЙ СРЕДЫ, Принципы структурирования - Внутренняя и внешняя среда организации
Принципы структурирования Структура организации отражает сложившееся в организации выделение отдельных подразделений, связи между этими подразделениями и...
-
Внутренняя среда организации - та часть общей среды, которая находится в ее пределах. Она оказывает постоянное и самое непосредственное воздействие на...
-
ЗАКЛЮЧЕНИЕ, СПИСОК ЛИТЕРАТУРЫ - Анализ внешней и внутренней среды организации
Анализ среды - это очень важный для выработки стратегии организации и очень сложный процесс, требующий внимательного отслеживания происходящих в среде...
Бенчмаркинг: внутренний и внешний сопоставительный анализ, Внутренний бенчмаркинг (внутренний сопоставительный анализ) - Бенчмаркинг как инструмент стратегического анализа в управлении конкурентоспособностью организации